
Effect of Deformation Temperature on Quality of High Temperature Alloy Forgings.(HY-industry technical centre)
In order to meet the requirements of forging for the plasticity of high-temperature alloys and the requirements for the structure and properties of forgings, the initial forging temperature must be lower than the initial melting temperature and the process plastic deterioration temperature of the alloy; the final forging temperature must be lower than the temperature at which the grains grow sharply and Higher than the grain boundary carbide and γ’ phase dissolution temperature and recrystallization temperature. Figure 2-2-61 shows the Al+Ti content and the initial melting temperature zone of the superalloy, the plasticity deterioration limit of the forging process, the forging temperature zone, the sharp growth limit of the grain, the grain boundary carbide dissolution temperature zone, and the γ’ phase dissolution. The relationship between temperature zone and recrystallization temperature zone and its influence on plasticity.
It can be seen from Fig. 2-2-61 that as the degree of alloying increases, especially the increase of Al+Ti content, the initial melting temperature of the superalloy and the plastic deterioration temperature of the forging process decrease, the recrystallization temperature and the strengthening phase dissolution temperature. This is accompanied by an increase in the forging temperature range. The extremely narrow forging temperature range not only makes it difficult to form forgings, but also forges the forgings accidentally. More importantly, it is difficult to control the grain size, the number of strengthening phases and their distribution, etc., thus affecting the microstructure and properties of the forgings.
Figure 2-3-1 shows the relationship between heating temperature and grain size of several superalloys. As can be seen from Fig. 2-3-1, alloys such as Incoloy 901(GH901) and Nimonic80A (GH80A) suddenly grow up when the heating temperature exceeds 1100 °C. The coarse grains not only affect the forgeability, but also affect the grain size after forging, thus affecting the forging properties.
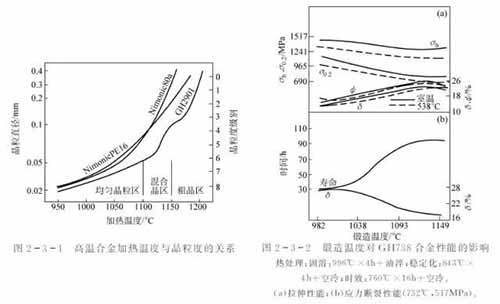
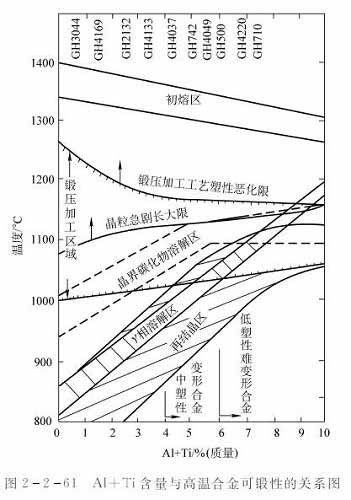
Figure 2-3-2 shows the effect of forging temperature on the properties of GH738 alloy. Based on the data shown in Figure 2-3-2, the best overall performance of GH738 alloy should appear at a deformation temperature of around 1100 °C.
Superalloys are single-phase austenitic alloys that do not have the same allotropic transformation. They do not undergo phase recrystallization during heat treatment. They can only control the dissolution and precipitation of the strengthening phase, but they cannot refine the grains. Therefore, the grain size of the high-alloy forgings determines the grain size of the part, and the grain size of the forging is mainly obtained by controlling the forging temperature and the degree of deformation during final forging. During forging and subsequent cooling, the forgings will undergo dynamic recovery and dynamic recrystallization and static recovery and static recrystallization, respectively.
 Dynamic recrystallization is a continuous process without a gestation period. Under the same deformation speed and deformation degree, when the final forging temperature is high, the time required for recrystallization occurs is short, and the grain size after recrystallization is coarse. When the final forging temperature is low, the time required for recrystallization to occur is long, and the grain size after recrystallization is fine. Immediately after the final forging, the same static recrystallization process with no gestation period occurs, and the solubility and particle size of the γ’ phase are also related to the final forging temperature. Larger grains increase the permanent strength and creep strength of the part, while fine grains increase the yield strength and fatigue strength of the part. The thickness of the forging die can be obtained by adjusting the process parameters such as forging temperature according to the requirements of the parts for performance.
Dynamic recrystallization is a continuous process without a gestation period. Under the same deformation speed and deformation degree, when the final forging temperature is high, the time required for recrystallization occurs is short, and the grain size after recrystallization is coarse. When the final forging temperature is low, the time required for recrystallization to occur is long, and the grain size after recrystallization is fine. Immediately after the final forging, the same static recrystallization process with no gestation period occurs, and the solubility and particle size of the γ’ phase are also related to the final forging temperature. Larger grains increase the permanent strength and creep strength of the part, while fine grains increase the yield strength and fatigue strength of the part. The thickness of the forging die can be obtained by adjusting the process parameters such as forging temperature according to the requirements of the parts for performance.