Shanghai HY Industry Co., Ltd is professional manufacturer for superalloy, HY has 20 years craftsman spirit , Superalloy solution expert,Qualified supplier for GE & Siemens .
Special process method and its influence on the quality of forgings(HY-industry technical centre)
Special process method and its influence on the quality of forgings.(HY-industry technical centre)
The process used in the production of forgings depends on the forging material, technical requirements, quantity and funding. The premise is that the forging process must ensure the quality of the forging (the structural properties and geometric dimensions specified in the forging technical requirements).
The intrinsic quality of forgings and other properties is the result of the combination of various process parameters. Some combinations of unconventional forging thermodynamic parameters and process environments can often forge high-quality forgings that traditional forging processes are eager to obtain and are not likely to obtain; The process method is “special forging process method”, also known as “unconventional forging process method”. Superplastic forging, isothermal forging, hot die forging, beta forging, deformation heat treatment (thermo-mechanical treatment) or direct aging, forging residual heat quenching and forging quenching are all special forging processes.
Superplastic Forging is a feature that uses forging materials with high process plasticity, low deformation resistance and good fluidity in a superplastic state. The fine-grained microstructure is very low in a very narrow deformation temperature range. Process method for producing high quality forgings at strain rate. This process is particularly suitable for the production of low-plastic, difficult-to-deform alloy forgings.
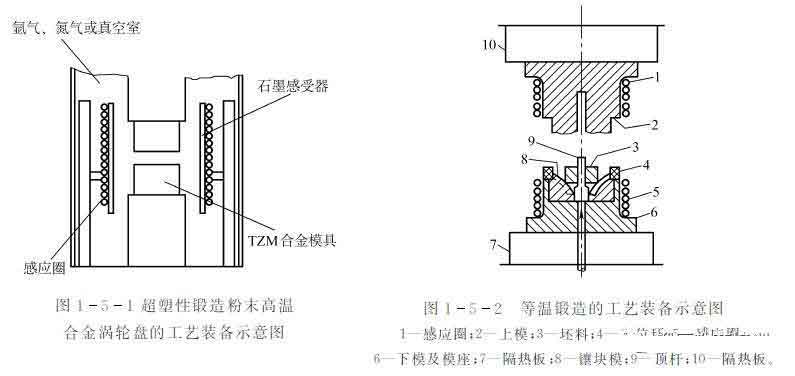
Superplastic forging of superalloys began in the early 1970s, when the United States developed a powder superalloy turbine disc superplastic forging process (Gatorizing) to solve the production problems of high-performance, high-quality turbine disc forgings. The schematic diagram of the process equipment of the superplastic forged powder superalloy turbine disk is shown in Figure 1-5-1.
The process is characterized by the use of a high melting point molybdenum alloy mold in a vacuum or inert gas atmosphere, at very low strain rates (<0.01), at the same constant temperature of the mold and billet (allowing within ±20 °C) Fluctuating state The powder metallurgical blank of fine-grained (<10 μm) tissue is forged. One of the advantages of this process is that the production of complex precision forgings of the same size requires only 20% to 30% of the conventional forging load. Since the metal flow is smooth and uniform, and it is easy to fill the mold, the obtained forgings are not only precise in size, but also uniform in structure, fine in grain, high in mechanical properties and stable. However, the forging process conditions of superplastic forging are extremely demanding, so the cost is extremely high, and it is only useful in extremely special cases.
2. isothermal forging
Isothermal Forging, referred to as isothermal forging. Isothermal forging is a process in which the die and the blank are forged at the same constant temperature and at a very low strain rate. The requirements for the blank are not as demanding as superplastic forging. The process reduces or eliminates the chilling effect of the mold on the billet and the strain hardening of the material, not only the deformation resistance of the billet is small, but also the larger forgings can be produced with a small forging device, and the metal flow is smooth and uniform. It is easy to fill the mold and can produce precision forgings with complex shapes, uniform structure and uniform performance in fewer processes. The process is also particularly suitable for difficult-to-deformed alloys such as high-temperature alloys and titanium alloys with low plasticity, narrow forging temperature range and low speed deformation. Isothermal forgings have high material utilization and low machining costs. However, the isothermal forged mold material is expensive and difficult to process, the heating device of the mold is complicated and expensive, and the forging productivity is low, so only in the special case where the forging material has low plasticity, a narrow forging temperature range, a corresponding variable rate sensitivity, and lack of large equipment. Only have application value. At present, isothermal forging is mainly used to produce aero-engine titanium alloy compressor discs, large blades and aircraft structural parts and powder superalloy turbine discs. A schematic diagram of the process equipment for isothermal forging is shown in Figure 1-5-2.
3. hot forging
Due to the disadvantages of superplastic forging and isothermal forging, which are complicated in process and mold, and expensive, a compromised hot-die forging technique that is more acceptable for industrial production has been developed. The so-called hot die forging is a forging method in which the difference between the temperature of the forging blank and the temperature of the mold is small. In conventional forging, the temperature difference between the forging blank and the mold reaches 650 ° C ~ 800 ° C, the temperature difference between the forging blank and the mold of the superplastic forging and isothermal forging is close to zero, and the temperature difference between the forging blank and the mold of the hot die forging is between Between the two, and the lower limit, depending on the specific circumstances, can be 200 ° C ~ 400 ° C. Obviously, hot forging can improve mold life and reduce mold costs compared to superplastic forging and isothermal forging. Compared with the normal-scale forging, it can reduce the deformation resistance and the required tonnage of forging equipment. At the same time, low plasticity materials can be formed under low deformation speed conditions to obtain uniform microstructure. However, hot die forging is not as good as superplastic forging and isothermal forging in terms of uniformity of deformation and reduction of equipment tonnage and in terms of fully utilizing the plasticity of difficult-to-deform alloys, such as superplastic forging and isothermal forging.
The forging equipment used in superplastic forging, isothermal forging and hot forging is a special hydraulic press with a controllable rate of 100 MN or less and equipped with a dedicated heating device for heating the mold to the forging temperature.
4.deformation heat treatment process
The deformation heat treatment, also known as thermomechanical treatment, is a special process combining forging and heat treatment. It is usually directly quenched by using the forging heat of the forging at the final deformation of the large deformation (essentially no conventional quenching or solution treatment after final forging), and the plastic deformation of the microstructure effect is retained in the forging (no conventional quenching or solid solution) The recrystallization process of the process) enables high-quality forgings to be obtained without sacrificing the plasticity index of the forging. An example of a direct aging process in the production of Inconel 718 superalloy turbine disk forgings. The deformation heat treatment process is also applied more and more in the production of ordinary steel forgings, usually called forging residual heat quenching, or forging quenching, or residual heat quenching. This combination of forging and heat treatment provides high-quality forgings, energy savings and increased productivity. It is a promising special process.
5. beta forging
β forging is a unique forging process for titanium alloys. It is a process for forging in the β region by utilizing the advantages of high plasticity and low deformation resistance of the β-zone and the α+β-type titanium alloy above the phase transition temperature. At present, β forging is mainly used for ingot casting, blank forging and blanking of large deformation deformation under the phase transformation temperature in the subsequent process, and also used for forging large titanium alloy forgings with low performance requirements. Or forgings with special requirements for impact toughness and fracture toughness.
HY-industry is qualified Nickelalloy&cobalt alloy materials supplier.
We have more than twenty years experience in kind of High temperature alloy production.
Monel 400,Stellite 6,Stellite 12,Incoloy 800ht,Incoloy 901,Nimonic 80A,Kovar,Invar 36,Inconel 625,Hastelloy C276, Incoloy 825 are mature productes of us.
When you want to know more about our products, please contact us: