
Effect of makeup protection on the microstructure and mechanical properties of laser cladding Stellite 6 alloy coating (Tech Center of Shanghai HY Industry Co., Ltd)
-
Laser cladding is a surface treatment technology that uses a laser beam to melt alloy powder and a thin layer of base metal to prepare alloy coatings with good wear resistance, heat resistance, corrosion resistance and fatigue resistance. Compared with traditional coating technology, laser cladding has the advantages of fast cooling rate (up to 106°C/s), low heat input, small distortion, and low coating dilution. It has received extensive attention in the protection of steam turbine blade materials. . However, in the laser cladding process, the interaction between the laser, powder material, and the matrix is quite complicated, which makes it difficult to accurately control the forming quality of the cladding layer under ordinary processes. Especially for Stellite 6 powder, under the premise that the powder feeding volume, laser power, scanning speed, shielding gas flow and other parameters have reached the optimal process, the existence of pore defects and the unevenness of the multilayer and multi-layer cladding layer It still leads to a decline in the performance of the alloy coating obtained by cladding and reduces its service life.
-
For example, when YAG welding is used to optimize the Stellite 6 alloy coating cladding process, the resulting coating dilution rate is large and pores and thermal cracks are unavoidable. Shanghai HY Industry Co., Ltd uses a semiconductor laser as a heat source and introduces a special process of tail blowing protective gas to further optimize the cladding of the Stellite alloy coating to prevent the occurrence of hot cracks in the Stellite alloy cladding layer. And comprehensively applied a variety of material analysis methods, from the aspects of microstructure, hardness and phase structure, the effect of tail blowing protection on the performance of laser cladding Stellite 6 alloy coating was studied.
1 Materials and methods
1.1 Materials and devices
Cladding metal powder used for the test is Stellite 6 alloy powder (Shanghai HY Industry Co., Ltd), and its chemical composition is as follows:
化学成份Chemical Composition(%) |
||||||||||
C |
Si |
W |
P |
S |
Fe |
Mo |
Ni |
Co |
Cr |
Mn |
0.90-1.40 |
Max1.50 |
3.50-5.50 |
Max0.04 |
Max0.04 |
Max3.00 |
Max1.50 |
Max3.00 |
Bal |
27.00-31.00 |
Max1.00 |
0.99 |
0.92 |
4.84 |
0.006 |
0.006 |
2.67 |
0.30 |
2.67 |
Bal |
30.17 |
0.038 |
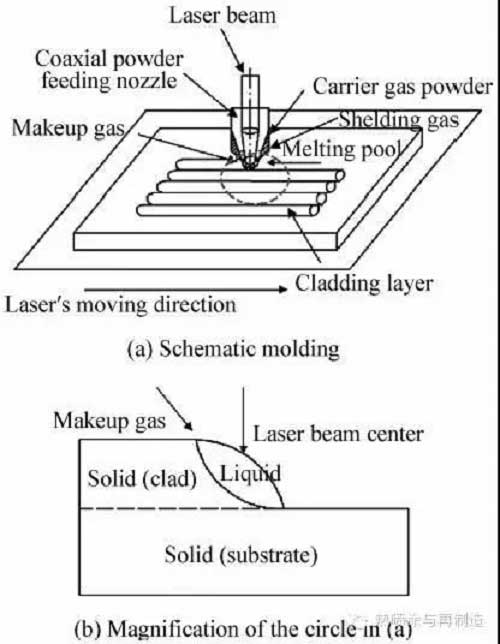
Working principle and test device are shown in Figure 1. The whole system is composed of semiconductor laser and its robot system, coaxial powder feeding nozzle, powder feeder, powder distributor, auxiliary device and tail blowing protective gas device. The makeup shielding gas nozzle moves with the molten pool and is always located at the solid-liquid interface of the molten pool. After the cladding powder Stellite 6 was dried at 150 ℃ for 2 hours, it was put into the powder feeding system. The substrate used is precipitation hardening stainless steel (0Cr17Ni4Cu4Nb), which is polished and cleaned with sandpaper to remove oil stains to improve the quality of cladding molding.
Figure 1 Schematic diagram of forming principle
Laser light source is a DL-035Q high-power semiconductor laser (Rofin Laser Technology Co., Ltd.), the shielding gas and the makeup gas are both argon, and the coaxial synchronous powder feeding method is used for the cladding test. The cladding scheme is overlapped. 7-pass cladding with a rate of 50%.
1.2 Laser cladding parameters
-
Laser cladding is a relatively complex process, and the coating structure and properties are directly related to the parameters used. In order to ensure the consistency of the test conditions, the power and scanning speed of the laser cladding test are kept consistent and determined to be 2800 W and 8 mm/s. The flow rates of shielding gas and makeup gas used in the cladding of alloy powder (Stellite 6) are 5 respectively. L/min and 15 L/min. Under this process parameter, the laser cladding Stellite 6 alloy coating has good forming and the best performance.
1.3 Tissue performance characterization method
-
After the cladding is completed, the Buehler Phoenix 4000 metallographic sample preparation machine is used to dissect the test piece along the vertical cladding direction and prepare the metallographic sample. After etching, the optical microscope (Zeiss axio imager A1m) and the scanning microscope (Quanta fel 230 Observe the structure under ), and test the phase structure with an X-ray diffractometer (Ultima Ⅳ). And carry out the microhardness test on the microhardness tester (402SXV), the force value is 1 kg, the holding time is 15 s, the interval is 0.3 mm, and the cross section of the cladding coating is perpendicular and parallel to the cladding direction.
2 Results and analysis
2.1 The influence of makeup protection on the formation of the cladding layer
-
In the case of no tail blowing and addition of tail blowing, the lap ratio of 7 double-layer continuous superimposed cladding layers is macroscopic. Compared with other processes such as YAG welding, due to the low thermal influence of the semiconductor laser, the stainless steel substrate of the obtained cladding coating has a low dilution rate and the performance change is controlled.
-
Coating dilution rate of subsequent passes in the cladding direction without tail blow protection increased slightly; and for the coating of the last pass of the cladding process, the dilution rate reached 13.6%. This is because during continuous multiple cladding, a large amount of heat energy from the solidification of the molten pool cannot be released immediately and remains in the cladding layer and the substrate, which increases the temperature of the molten pool in the subsequent passes, increases the melting part of the substrate, and increases the diffusion of elements. , The heat-affected zone expands, so the cladding dilution rate increases. The appropriate flow rate of the tail blowing shielding gas can speed up the air flow in the molten pool and reduce the heat residue of multiple cladding. At the same time, the dilution rate of the cladding alloy layer is as low as 4% and remains basically stable.
-
Height of the cladding coating under the protection of the makeup blow is reduced. However, the introduction of the tail blow protection reduces the pores between the layers and the substrate and the coating layer, and also reduces the possibility of the alloy powder remaining in the coating due to unmelted during the cladding process and causing defects, thus solving the hot cracking The problem that arises. In addition, the outermost layer in contact with the air is protected from oxidation and becomes white due to the protective effect of the makeup gas, which improves the performance of the surface of the cladding layer.
2.2 The effect of makeup protection on the microstructure of the cladding layer
-
Metallographic structure of the cladding layer from the top to the joint under the two processes. Consistent with the macroscopic results, the cladding layer and the substrate formed a good metallurgical bond under the two processes, and a fine alloy structure was obtained, and the structure showed a growth direction consistent with the heat flow, and both grew from the substrate to the top. A small bright gray band appeared between the upper and lower layers of the cladding. Further observation revealed that the two sides of this region are dense dendrites, and the middle is dense cellular dendrites, and the grain boundary size is smaller than other regions.
-
Under the protection of the tail blow, the local dendrite growth direction of the top, interlayer, and interface surfaces changes, and radial cellular equiaxed crystal regions appear. During the cladding process, while the temperature gradient of the makeup gas remains basically unchanged, the cooling rate of the surrounding area of the molten pool, especially the surface of the molten pool, is increased. After the G/R ratio decreases, the growth morphology of the microdomains changes from columnar crystals to equiaxed crystals, and the original fine structure is further reduced to the micron level. In particular, the cell-shaped equiaxed crystals generated between the layers and the top have a diameter of less than 1 μm, and the structure of the cladding layer is significantly thinner.
-
Under the agitation of the makeup gas, the unmelted powder particles move along the cladding direction and fall into the new molten pool, becoming a small solidified core. After the solid-liquid composition of the alloy in the surface molten pool diffuses and solidifies, a macroscopic surface particle adhesion phenomenon is formed. After the surface protrusions are ground and flattened, the remaining fine-grained structure improves the surface properties of the alloy coating to a certain extent. However, due to the extremely high temperature gradient, the coating structure except the top area still maintains the vertical heat flow growth direction.
2.3 The effect of makeup protection on the phase structure of the cladding layer
-
Two sets of cladding samples were selected for X-ray diffraction pattern detection on their surfaces. Through the analysis of the results of the metallographic photos, the coating structure obtained by the cladding forms an obvious directional growth structure along the direction of the heat flow because there is no makeup protection. This strong growth tendency is severely weakened under the action of the makeup gas, transformed into a more free growth mode, and improved the anisotropy of the coating structure.
2.4 The influence of makeup protection on the microhardness of the cladding layer
-
It can be seen from the hardness distribution in the parallel cladding direction that, in addition to the periodic fluctuations of the upper and lower layers, the average hardness of the cladding layer without a tail blowing process also has a tendency to gradually decrease from left to right. The reason is that the temperature of the coating gradually increases from left to right in the stacking direction of the cladding layer during the cladding process, resulting in a slight decrease in the hardness of the subsequent passes.
3 Conclusion
-
After the laser cladding Stellite 6 alloy coating is introduced with a suitable flow of makeup gas, the pore defects are suppressed, and a well-protected bright white coating surface is obtained; and the subsequent passes are diluted during the cladding process The rate remains stable.
-
Due to the influence of makeup gas flow and heat dissipation, the crystal grains at the cladding interface are significantly reduced, and the micro-domain crystals change from dendritic growth to equiaxed crystal growth, forming interlayer fine-grained regions. The unmelted alloy powder particles solidify with the new molten pool under the protection of the tail blowing, resulting in surface adhesion.
-
With the addition of makeup protection, the overall hardness of the cladding coating is increased by 10%, the hardness fluctuation between multiple layers and multiple passes is reduced, and the hardness distribution of the cladding layer is more uniform. The structure of the cladding layer is basically the same as the β-phase Co, and the anisotropy of grain growth is improved. The overall hardness is increased by 10%, the hardness fluctuation between multiple layers and multiple passes is reduced, and the hardness distribution of the cladding layer is more uniform. The structure of the cladding layer is basically the same as the β-phase Co, and the anisotropy of grain growth is improved.