

Welding and heat treatment of INCOLOY800HT material pipe.(HY-industry technical centre)
Because INCOLOY800HT has high temperature resistance and high corrosion resistance, it is widely used in petrochemical, metallurgical and other industries, especially in high temperature conditions. For example, in 2003, the high-temperature process pipeline in the 500,000 t/y Ethylene/Styrene unit of our company was designed using IINCOLOY800HT, in which the design temperature of the pipeline findwas 927 ° C and the operating temperature was 844 ° C. The design requires that the material be post-weld heat treated to obtain the grain size for optimum performance in this temperature range.
1 INCOLOY800HT weldability analysis
INCOLOY800HT is an iron-nickel alloy with corrosion resistance, high strength and high temperature oxidation resistance. Its chemical composition and mechanical properties are shown in under table :
| Alloy | % | Ni | Cr | Fe | C | Mn | Si | Cu | S | Al | Ti |
| Min. | 30 | 19 | 0.06 | 0.15 | 0.15 | ||||||
| Max. | 35 | 23 | balance | 0.1 | 1.5 | 1 | 0.75 | 0.015 | 0.6 | 0.6 | |
| AI+Ti: 0.85-1.20 | |||||||||||
INCOLOY800HT is prone to the following problems when welding:
1.1 hot crack
INCOLOY800HT has high weld hot crack sensitivity and is prone to cracks in the crater. Firstly, the intercrystalline liquid film is the most important metallurgical factor for initiating the solidification crack of the single-phase austenitic weld of nickel-base alloy. If the sulfur content in the base metal is less than 0.015%, the sulfur content in the welding wire and the welding rod should also be controlled within 0.015%, and the silicon content should be strictly controlled. It is necessary to prevent the above-mentioned harmful elements from being mixed in. Therefore, it is necessary to thoroughly remove some dirt containing sulfur or lead before welding; it is an important measure to prevent welding hot cracks by selecting a welding material matched with the base metal. In addition, the strain or strain rate of the weld zone is a mechanical factor affecting the generation of weld hot cracks. In general, it is beneficial to prevent hot cracks by adopting reasonable assembly and welding sequence, selecting smaller line energy, and filling the crater in time.
1.2 Influence of welding thermal cycle
Under the heat of welding, the weld and the base metal are easily overheated, causing coarse grains and degrading the mechanical properties and corrosion resistance of the joint. The interlayer temperature should be strictly controlled during welding.
1.3 Sensitivity of welded pores
INCOLOY800HT has low fluidity, and it is easy to produce pores under the solidification conditions of rapid cooling of welding; the influence of pore formation is greater under oxidative welding atmosphere, and the hydrogen pores are sensitive when the reducing property is large. Before welding, it is necessary to remove scales and various paints and paints in the groove and its vicinity to better prevent weld porosity.
1.4 slag
Due to the poor fluidity and wettability of INCOLOY800HT liquid weld metal, the penetrating power is small and the penetration depth is shallow, which is likely to cause defects such as incomplete penetration, slag inclusion and unfusion. Multi-layer multi-pass welding should be used for welding, and inspection should be carried out after each welding.
2 welding process evaluation
2.1 test piece
The INCOLOY800HT material standard used for welding process evaluation is ASME SB-409. The test piece used is a part taken from a 1067×23.81mm tube. The specific chemical composition is shown in Table 2.
2.2 welding consumables
The welding materials used for the welding process evaluation are: welding wire INCONEL617, specification: Φ2.4; welding rod INCONEL117, specification: Φ3.2.
2.3 According to the actual situation of the site, the welding groove adopts a single-sided V-shaped groove.
2.4 The vertical welding position welding method is used to evaluate the test plate.
2.5 The test plate is qualified after welding and heat treatment, and the internal quality is JB4730-94 I grade by X-ray inspection.
2.6 Process evaluation results
We tested the samples according to ASME IX “Standards for Welding and Brazing Evaluation” and measured the properties. No defects were found and the qualifications were qualified. The mechanical properties test results are shown in Table 3.
Table 2
Chemical composition of test pieces for welding process evaluation
| Ni | Cr | Fe | C | Mn | Si | Cu | S | Al | Ti | AI+Ti |
| 30.97 | 19.91 | 47.06 | 0.08 | 0.64 | 0.1 | 0.17 | 0.001 | 0.41 | 0.46 | 0.87 |
Table 3.Mechanical properties test results
| Specimen size | tensile strength(Mpa) | Break position | Specimen type | Bending diameter | Bending angle | test results | |
| 19.2*21.6 | 645 | Base metal | / | / | / | / | |
| 19.2*21.6 | 600 | Weld bead | / | / | / | / | |
| 22*10 | / | / | side | bending | Φ40 | 180 | qualified |
| 22*10 | / | / | side | bending | Φ40 | 180 | qualified |
| 22*10 | / | / | side | bending | Φ40 | 180 | qualified |
| 22*10 | / | / | side | bending | Φ40 | 180 | qualified |
3, INCOLOY800HT welding and heat treatment process
From the weldability analysis of INCOLOY800HT, it can be seen that there are four basic problems to be paid when welding the steel: one is to correctly select the welding material matched with the base metal; the other is the joint type; the third is to clean before welding; the fourth is to choose the right one. Process parameters.
3.1 welding material selection
According to the welding property analysis of INCOLOY800HT steel and the construction experience of the same steel type process evaluation abroad, the welding material with similar chemical composition to the base metal is selected. The selected welding consumables are: welding wire INCONEL617, welding rod INCONEL117. In the argon arc welding, the back side is filled with argon protection, and the gas flow rate is 10 L/min ~ 12 L/min.
3.2 connector type
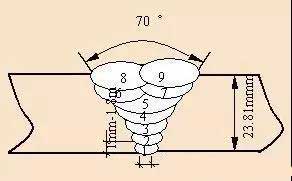
In order to ensure the penetration of the joint, the joint form should be in the form of a larger groove angle and a smaller blunt edge. The weld cutting and beveling should be mechanically treated. When using plasma cutting, the machined surface should be cleaned. The welded joint adopts V-shaped groove and the groove gap is 2-3mm. The joint diagram is shown below:
3.3 Pre-weld cleaning
Cleaning is one of the important conditions for successful welding of nickel alloys. Before the weldment group is paired, it should be cleaned within 50mm on both sides of the groove. The oil can be degreased with acetone. For paints and other impurities that are insoluble in degreaser, it can be cleaned with cleaning agent such as methyl chloride or alkali, and pressed into the weldment. Surface impurities can be cleaned by grinding or 10% hydrochloric acid solution. It is rinsed with water and can be welded after drying.
3.4 welding process parameters
When the temperature of the weldment is lower than 15 °C, it should be heated to 15~20 °C within 300mm on both sides of the weld, and it should be heat-permeable, and the interlayer temperature is lower than 100 °C.
In argon arc welding, the current is DC, the polarity is positive, the welding current is 70A~100A, the voltage is 13V~18V, and the welding speed is 5cm/min~7cm/min.
In manual arc welding, the current is DC, the polarity is reverse polarity; the welding current is 80A~130A, the voltage is 25V~32V, and the welding speed is 5cm/min~10cm/min.
3.5 post-weld heat treatment
When the material is used under the condition of 855 °C or above, in order to eliminate the residual internal stress of the weld, the grain is refined to improve the high-temperature oxidation resistance of the material, and to avoid cracking during high-temperature aging.
The post-weld heat treatment temperature is 900 ° C ± 10 ° C, the holding time is 2 hours, and the heat treatment is performed by an electric resistance furnace for overall heat treatment. The heat treatment process parameters are shown in Table 4 below, and the heat treatment curve is shown in Figure 2.
Table 4 post-weld heat treatment parameters
| Heat treatment temperature(℃) | Constant temperature time(h) | Heating rate | Cooling rate |
| 900±10 | ≥2 | Below 500 ° C, the heating rate does not exceed 150 ° C / h, 500 ° C to 850 ° C heating rate does not exceed 100 ° C / h, 850 ° C constant temperature 0.5 h, above 850 ° C heating rate does not exceed 50 ° C / h | Slow cooling under heat preservation |
Figure 2 Heat treatment curve

4 welding practical application
In the welding construction of the high-temperature process pipeline in the 500,000-ton/year ethylbenzene/styrene unit, we have developed a correct welding procedure for the welding characteristics of INCOLOY800HT, and combined the welding procedure qualification to prepare the welding procedure guide for guiding production. Since the company used this type of welding consumable for the first time, it has conducted targeted welding operation skills training and examinations for all welders participating in welding.
In the construction, in addition to strict implementation of the welding process, we must also pay attention to the following aspects:
-
During tungsten argon arc welding, when the bottom layer is welded and the second layer is welded, the back side of the weld shall be protected by argon. During the welding process, the heating end of the wire shall be in a gas-protected state and shall not be used to stir the molten pool.
-
The short-arc non-swing or small-swing operation method is used for welding.
-
For small diameter pipes, measures such as adding cooling copper blocks on both sides of the weld or wiping the sides of the weld with a damp cloth should be adopted in the welding to reduce the high temperature residence time of the weld and increase the cooling speed of the weld.
-
When the weld is multi-layer multi-pass welding, after the completion of the bottom bead, the surface of the weld bead shall be inspected with a magnifying glass; after each weld, the slag on the surface of the weld bead shall be thoroughly removed and the surface shall be inspected.
-
During the welding process, a special person is used to monitor the interlayer temperature with an electronic thermometer.
-
When heat treatment, strictly follow the heat treatment parameters specified in the design.
By adopting the above welding process and measures, the qualification rate of one-time welding reached 99% in the high-temperature process pipeline construction of 500,000 tons/year ethylbenzene/styrene unit.