

Incoloy & Incoloy 800HT (HY-technique center)
Incoloy is a nickel-chromium-iron alloy designed to resist oxidation and carbonization at elevated temperatures. There are many types of ncoloy alloys: common ones such as Incoloy 800, Incoloy 800H, Incoloy 800 HT, Incoloy 825, Incoloy 840, Incoloy 901, Incoloy 925, Incoloy 20, Incoloy 330, Incoloy 25-6 Mo, and the like. The metal nickel-iron-chromium-based nickel-based corrosion-resistant alloy contains a small amount of metal elements such as molybdenum and copper. Among the reducing acids and oxidizing acids, it has good corrosion resistance and good resistance to stress corrosion cracking, pitting corrosion and crevice corrosion. It has excellent corrosion resistance to sulfuric acid and phosphoric acid. This alloy has good hot and cold processing properties and is easy to cold form and weld. The main products of this alloy are bar, pipe, sheet, strip, wire and forging, etc., mainly used in chemical, petrochemical, nuclear industry and rare metal refining industries.
Incoloy800HT
Incoloy 800HT is a full austenitic low carbon nickel-iron-chromium alloy in the same series as Incoloy 800. The cobalt content of this alloy can be strictly controlled below 0.01%. Incoloy 800HT is resistant to many corrosive media. Its high nickel content gives it excellent resistance to stress corrosion cracking in aqueous corrosion conditions. The high chromium content gives it better resistance to pitting and crevice corrosion cracking. The alloy has good resistance to nitric acid and organic acid corrosion, but has limited corrosion resistance in sulfuric acid and hydrochloric acid. In addition to pitting corrosion in halides, it has good corrosion resistance in oxidizing and non-oxidizing salts. It also has good corrosion resistance in water, steam and a mixture of steam, air and carbon dioxide. Used in nitric acid condensers – resistant to nitric acid corrosion, steam heating tubes – good mechanical properties, heating element tubes – good mechanical properties. For applications up to 500 ° C, the alloy supply is annealed.
Incoloy800HT has the following features:
-
Excellent corrosion resistance in extremely high temperature aqueous media up to 500 ° C
-
Good resistance to stress corrosion
-
Good processability
Incoloy800HT grades and standards:
table-1

Incoloy800HT chemical composition:
table-2

Incoloy800HT physical properties:
Density: ρ=8.0g/cm3
Melting temperature range: 1350 ~ 1400 ° C
table-3

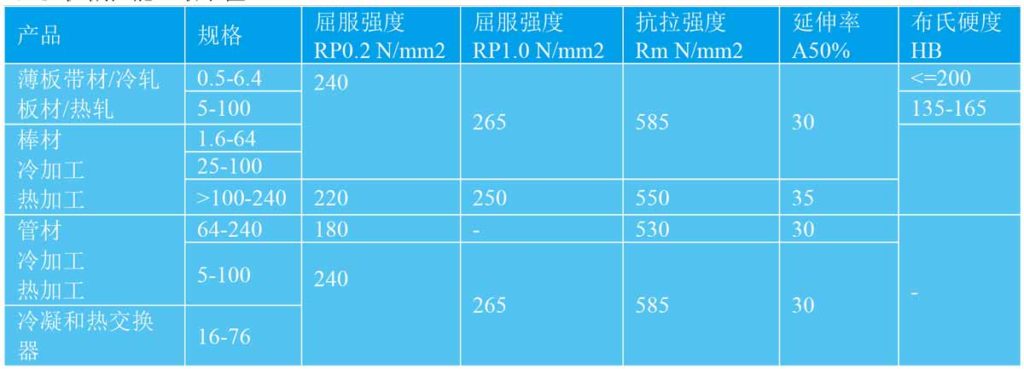
Incoloy800HT mechanical properties: (minimum mechanical properties detected at 20 ° C)
-
The properties listed in the table below apply to the softening annealing (stabilized annealing) of the specified specification of Incoloy 800HT alloy. The special properties of non-standard size materials can be tailored to the specific application.
-
Room temperature mechanical properties (minimum)
table-4
-
High temperature mechanical properties (minimum)
table-5

-
Incoloy800HT ISO V-notch impact test:
-
Average room temperature: axial >=150J/cm2
-
Radial >=100J/cm2
-
Time-temperature-sensitization curve
table-6

Incoloy800HT conditional stress value:
-
High conditional stress values up to 90% yield strength can be applied to applications that allow for slightly greater deformation. Permanent stresses caused by these stresses can cause dimensional changes and are not recommended for flange and gasket connections.
Incoloy800HT metallographic structure:
-
Incoloy 800HT alloy has a stable face-centered cubic structure. The chemical composition and proper heat treatment ensure that corrosion resistance is not impaired by sensitization.
Incoloy800HT corrosion resistance:
-
Incoloy 800HT is a versatile engineered alloy with acid and alkali corrosion resistance in both oxidizing and reducing environments.
-
High nickel content gives the alloy an effective resistance to stress corrosion cracking.
-
Corrosion resistance is good in various media such as sulfuric acid, phosphoric acid, nitric acid and organic acids, alkali metals such as sodium hydroxide, potassium hydroxide and hydrochloric acid.
-
The high overall performance of Incoloy 800HT is reflected in a variety of nuclear combustion dissolvers with corrosive media such as sulfuric acid, nitric acid and sodium hydroxide. Potassium and hydrochloric acid solution.
Incoloy800HT application range:
-
Incoloy 800HT is widely used in a variety of industrial applications where the temperature does not exceed 550 ° C.
Typical applications are:
-
Heating pipes, containers, baskets and chains for sulfuric acid pickling plants.
-
Seawater cooling heat exchangers, marine product piping systems, acid gas environmental pipelines.
-
Heat exchangers, evaporators, washing, dip tubes, etc. in phosphoric acid production.
-
Air heat exchanger in petroleum refining
-
Food Engineering
-
Chemical process
-
Flame retardant alloy for high pressure oxygen applications.
Incoloy800HT processing and heat treatment:
-
Incoloy 800HT is suitable for hot working and cold working, but due to its high strength, it requires high-power processing equipment.
-
Incoloy 800HT is suitable for welding with a variety of convenient welding methods.
-
Incoloy800HT heating:
-
Always keep the workpiece clean before heat treatment and during heat treatment.
-
Do not touch sulfur, phosphorus, lead and other low-melting metals during the heat treatment, otherwise the performance of the material will be impaired. Care should be taken to remove dirt such as marking paint, temperature indicating paint, colored crayons, lubricating oil, fuel, etc.
-
The lower the sulfur content in the fuel, the better, the sulfur content in natural gas should be less than 0.1%, and the sulfur content in heavy oil should be less than 0.5%.
-
Considering the need for temperature control and cleaning, it is best to heat treatment in a vacuum furnace or gas protection furnace.
-
It can also be heated in a box furnace or a gas furnace, but the furnace gas must be clean and neutral to slightly oxidizing. The furnace gas should be prevented from fluctuating between oxidizing and reducing properties. The heating flame cannot be directly burned. Workpiece.
Incoloy800HT thermal processing:
-
Incoloy 800HT has a hot working temperature range of 1200 ° C to 900 ° C. The cooling method is water quenching or as fast as possible between 760 ° C and 540 ° C. Thermal bending should be carried out between 1150 °C and 1000 °C.
-
For best corrosion resistance and creep resistance, it should be annealed after hot working.
-
The material can be directly fed into a furnace that has been heated to 1200 ° C. The holding time of the material is kept for 60 minutes per 100 mm thickness. After sufficient time of heat preservation, it is quickly released and subjected to hot working in a specified temperature range. When the material temperature drops below the hot working temperature, it needs to be reheated.
Incoloy800HT cold processing:
-
Incoloy 800HT has a higher work hardening rate than austenitic stainless steel, so the processing equipment needs to be selected. The cold worked material shall be in an annealed heat treated state and intermediate annealing shall be performed during cold working.
-
If the cold working amount is greater than 10%, the workpiece needs to be softened and annealed before use.
Incoloy800HT heat treatment:
-
Incoloy 800HT softening annealing temperature range is 920 ° C ~ 980 ° C, the optimum processing temperature is 950 ° C.
-
For best corrosion resistance, the cooling method is water quenched, and the material with thickness less than 1.5mm can also be used for rapid air cooling.
Incoloy800HT descaling and pickling:
-
The surface oxide of Incoloy 800HT and the slag around the weld are more adherent than stainless steel. Both mechanical and chemical methods can be used. When selecting mechanical methods, avoid metal contamination or surface deformation.
-
The oxide film must be broken by careful sanding or salt bath pretreatment before pickling with HNO3/HF mixed acid.
Incoloy800HT machining:
-
Incoloy 800HT must be machined after annealing heat treatment. Due to the work hardening of the material, it is better to use a lower cutting speed and heavy feed knife than the low alloy standard austenitic stainless steel to process into the cold hardened surface.
Incoloy800HT welding:
-
Incoloy 800HT is suitable for welding using any conventional welding process, such as tungsten electrode inert gas shielded welding, plasma arc welding, manual sub-arc welding, metal inert gas shielded welding, molten inert gas shielded welding, and shielded gas arc welding.
Incoloy800HT cleanup:
-
Remove oxide scale, oil stains and various marking marks, and clean the base metal and filler alloy (such as welding rod) of the welded area with acetone. Note that trichloroethylene TRI, perchloroethylene PER and tetrachloride TETRA cannot be used.
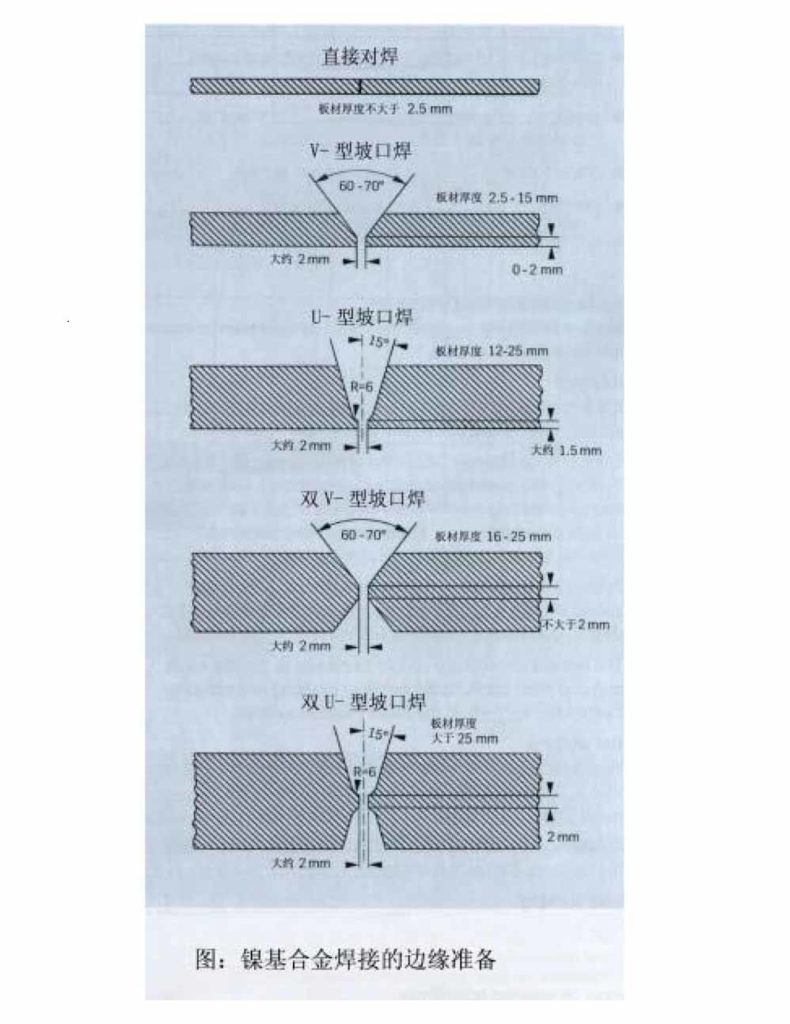
Incoloy800HT Edge Preparation:
-
It is best to use machining, such as turning, milling, planing, or plasma cutting. If the latter is used, the cutting edge (welding surface) must be ground and smooth, allowing for fine grinding. The area of the base material on both sides of the weld is approximately 25 mm wide and is polished to reveal a bright metal.
Incoloy800HT groove angle:
-
Compared with carbon steel, the physical properties of nickel-based alloys and special stainless steels are mainly low thermal conductivity and high expansion coefficient. These characteristics should be considered in the preparation of welding groove, including widening the bottom gap (1~ 3mm), and due to the viscosity of the molten metal, a larger groove angle (60 ~ 70 °) should be used in the butt welding to offset the shrinkage of the material.
Incoloy800HT starts the arc:
-
Can not arc on the surface of the workpiece, should be arcing on the welding surface to prevent corrosion caused by the arcing point.
Incoloy800HT welding process:
-
Incoloy 800HT is suitable for welding with the same material or other metals by any traditional welding process, such as tungsten electrode inert gas shielded welding, plasma arc welding, manual sub-arc welding, metal inert gas shielded welding, molten inert gas shielded welding, in which pulse arc Welding is the preferred solution. When using manual arc welding, it is recommended to use (Ar+He+H2+CO2) a mixture of various protective gases.
-
Incoloy 800HT must be welded in an annealed condition and cleaned with stains, dust and various markings using a stainless steel wire brush. In order to obtain the best root weld quality when welding the root of the weld, the operation must be very careful (argon 99.99) so that the weld does not produce oxide after the root has been welded. The color produced by the weld heat affected zone should be brushed with stainless steel when the weld zone is not cooled.
Recommended welding materials for Incoloy 800HT:
-
GTAW/GMAW Nicrofer S 7020
-
W.-Nr.2.4806
-
SG-NiCr20Nb
-
AWS A 5.14 ER NiCr-3
-
BS 2901-NA 35
-
SMAW
-
W.-Nr.2.4648
-
EL-NiCr19Nb
-
AWS A 5.11 EniCrFe-3
Incoloy800HT welding parameters and effects (heat input):
-
The welding operation shall be carried out under the low heat input specified in the heat input meter. The bead welding technology shall be adopted. The interlayer temperature shall not exceed 120 °C and the welding specification shall be observed.
-
The heat input Q is calculated according to the following formula:
-
U = arc voltage, volts
-
I = welding current, ampere
-
V = welding speed, cm / min.
Incoloy800HT post-weld treatment (pickling, brushing oxides and heat treatment):
-
Immediately after welding, the oxide should be removed with a stainless steel wire brush, that is,when the metal has not yet produced a weld color, the desired surface quality can be obtained without pickling.If there is no special requirement or regulation, pickling is usually the last step in the welding process. Please refer to the descaling and pickling section.
-
No heat treatment is required before and after welding.
Incoloy800HT post-weld treatment (pickling, brushing oxides and heat treatment):
-
Immediately after welding, the oxide should be removed with a stainless steel wire brush, that is, when the metal has not yet produced a weld color, the desired surface quality can be obtained without pickling.
-
If there is no special requirement or regulation, pickling is usually the last step in the welding process. Please refer to the descaling and pickling section.
-
No heat treatment is required before and after welding.
-
Welding parameters (guidance value)
tabel-7

-
Heat input per unit length (guidance value)
table-8

table-9
Use Cases:


