
Production process and equipment of high temperature composite powder (Tech Center of Shanghai HY Industry Co., Ltd)
With the fast improvement of aviation innovation, the presentation prerequisites for the hot end parts of cutting edge air motors with high push proportion and high ability to-weight proportion are expanding, particularly for the mechanical properties of turbine plates like sturdiness, exhaustion, unwavering quality and solidness. Be that as it may, because of the expansion in the level of alloying of turbine circle material, the amalgam isolation is not kidding, and the warm cycle execution falls apart, the high temperature combination turbine plate made by the customary projecting and fashioning process innovation can’t meet the necessities of high pushed to-weight proportion progressed motors; while the powdered high temperature compound made by powder metallurgy innovation, the powder is fine, the combination organization is uniform, the exhibition of the parts is steady, the warm interaction disfigurement execution is better, the level of alloying is improved, particularly The yield strength and weariness obstruction of the composite have been altogether moved along.
In the field of powder metallurgy high temperature compound, a couple of nations, for example, the US and Russia have dominated the applicable creation innovation. As of now, there are chiefly a few units in China, like General Exploration Establishment of Iron and Steel, College of Science and Innovation Beijing, Shanghai HY Industry Co., Ltd, Beijing Flight Material Foundation, and so on, occupied with the use of powder high temperature combination research.
1 Innovative work of powdered high-temperature compounds in China
 To satisfy the improvement need of superior execution air motor, China began the exploration of powder high temperature composite toward the finish of 1970s, and toward the finish of 1980s, the Overall Exploration Foundation of Iron and Steel at first assembled a creation line for the advancement of powder high temperature amalgam. 1984, the creation interaction of “powder making by argon atomization + pass on manufacturing” was effectively evolved. In 1994, the Russian plasma turning anode powder making process gear and powder treatment, enormous vacuum toughening heater and other hardware were presented, and a huge ultrasonic water drenching blemish identifier for non-horrendous testing was presented from the Netherlands. As of now, China has shaped a total powder circle creation cycle, for example, “plasma pivoting anode process powder making + hot isostatic framing + covering kick the bucket manufacturing + heat treatment”.
To satisfy the improvement need of superior execution air motor, China began the exploration of powder high temperature composite toward the finish of 1970s, and toward the finish of 1980s, the Overall Exploration Foundation of Iron and Steel at first assembled a creation line for the advancement of powder high temperature amalgam. 1984, the creation interaction of “powder making by argon atomization + pass on manufacturing” was effectively evolved. In 1994, the Russian plasma turning anode powder making process gear and powder treatment, enormous vacuum toughening heater and other hardware were presented, and a huge ultrasonic water drenching blemish identifier for non-horrendous testing was presented from the Netherlands. As of now, China has shaped a total powder circle creation cycle, for example, “plasma pivoting anode process powder making + hot isostatic framing + covering kick the bucket manufacturing + heat treatment”.
Following quite a while of advancement and examination, China has effectively settled a powdered high temperature composite material framework. The original of high-strength powder high-temperature compound FGH95, identical to the U.S. age of compound Ren’95, its utilization temperature of 650 ℃. FGH95 powder turbine plate and guide circle delivered by direct hot isostatic squeezing process has finished the creation of definite shape. The subsequent age powder high-temperature combination FGH96 is a harm resilience powder high-temperature amalgam, identical to Ren’88DT, the subsequent age compound in the US, which is utilized at 750°C and has great protection from weakness break development. Heat treatment”. What’s more, the FGH97 combination, which depends on the Russian ЭП741HП amalgam, will be utilized soon. As of now, the third era of “high strength + harm resistance extraordinary” powder high temperature combination is being created, and its utilization temperature can reach 800 ℃ or more.
2 The fundamental creation interaction of powdered high temperature compounds
Plasma turning terminal interaction
As of now, there are two normal powder planning techniques for the readiness of powdered high-temperature composites in different nations, specifically, plasma turning anode (PREP) arrangement interaction and argon atomization (AA) planning process, the previous is essentially utilized in Russia, the last option is basically utilized by the US and different nations.
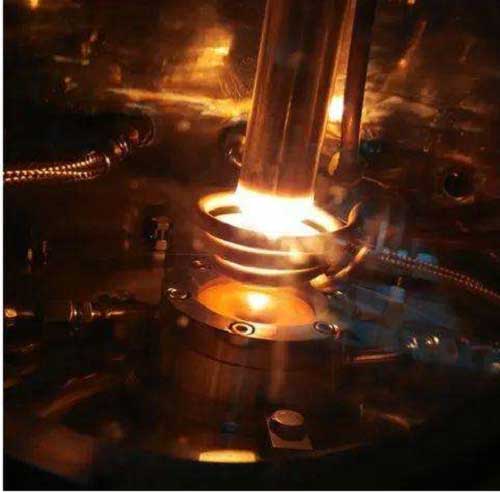
Plasma Pivoting Cathode Handling (PREP process) first and foremost, the powdered combination is made into a self-drinking terminal, which gets a flood of particles in a fast turning state, causing oneself polishing off anode finishes to soften; the liquid fluid metal is atomized under the activity of diffusive rotational power, framing little beads to sprinkle, and because of the surface strain, the drops harden into circular shapes. Because of the activity of surface strain, the drops cement into round powder particles. The powder ready by this cycle has low oxygen content and non-metal considerations, high powder sphericity, and the powder molecule size can be controlled in a tight reach. The vital gear of the readiness interaction is the plasma turning cathode powder making hardware.
The powder delivered by the plasma rotational cathode process has a restricted molecule size appropriation and high return of completed powder; great sphericity, smooth and clean surface, oxygen content beneath 0.006%, and great actual properties.
Argon atomization process
 Argon Atomizing process (AA process) is to cut off, scatter and break the liquid metal fluid into small drops by utilizing the argon gas stream moving at fast. The beads move toward the atomized argon gas, and the warm pressure brought about by the quick cooling of the drops by the atomized argon gas makes the drops remain together and consolidate into fine powder particles. The argon atomization (AA) process involves numerous new innovations for fine powder assembling like quick hardening rotating gas atomization and ultrasonic gas atomization, and the fine powder yield is fundamentally expanded. Studies have shown that decreasing the size of incorporations essentially further develops the warm cycle properties of the combination and diminishes its impact on the exhaustion life of the composite. Customarily, Russia utilizes the plasma revolving terminal cycle, while Europe and the US utilize the argon atomization process. Taking everything into account, the argon atomization process creates a more modest molecule size of high-temperature amalgam powder, yet Russia has been utilizing the plasma turning anode process, which has delivered huge number of turbine circle parts to address the issues of cutting edge airplane motors.
Argon Atomizing process (AA process) is to cut off, scatter and break the liquid metal fluid into small drops by utilizing the argon gas stream moving at fast. The beads move toward the atomized argon gas, and the warm pressure brought about by the quick cooling of the drops by the atomized argon gas makes the drops remain together and consolidate into fine powder particles. The argon atomization (AA) process involves numerous new innovations for fine powder assembling like quick hardening rotating gas atomization and ultrasonic gas atomization, and the fine powder yield is fundamentally expanded. Studies have shown that decreasing the size of incorporations essentially further develops the warm cycle properties of the combination and diminishes its impact on the exhaustion life of the composite. Customarily, Russia utilizes the plasma revolving terminal cycle, while Europe and the US utilize the argon atomization process. Taking everything into account, the argon atomization process creates a more modest molecule size of high-temperature amalgam powder, yet Russia has been utilizing the plasma turning anode process, which has delivered huge number of turbine circle parts to address the issues of cutting edge airplane motors.
3 The primary creation hardware of powdered high temperature compounds
Powder making gear
As per different creation processes, there are two principle sorts of powder making gear for powdered high-temperature combinations: plasma turning cathode powder making hardware and argon atomization powder making hardware.
The fundamental assortment of plasma turning anode powder making hardware comprises of three sections: atomization chamber, mechanical drive chamber and charging chamber. The plasma firearm is embedded into the atomization chamber; the mechanical transmission chamber is associated with the atomization chamber, and the amalgam pole is pivoted and moved along the hub bearing in the mechanical transmission chamber; oneself consuming anode is stacked into the charging chamber, and the dispersion system in the charging chamber moves oneself consuming terminal to the mechanical transmission chamber. In the mechanical drive chamber, the mechanical system presses oneself consuming anode, pivots it and steadily drives it into the atomization chamber along the hub bearing. In the fixed atomization chamber, the fast turning end of oneself drinking anode is dissolved by getting a plasma stream from the plasma weapon; the slight layer of fluid metal is atomized and shot by radial power and cooled at a pace of around 104°C/s in an idle gas climate. The beads set into a round powder and the metal powder is at last gathered in a shut compartment.
The principle body of the argon atomization powder making hardware is partitioned into three sections: vacuum chamber, atomization pinnacle and separator. The combination is liquefied, refined and degassed in a pot in the vacuum chamber, and the refined liquid metal is filled the fly line framework through a preheated middle of the road bundle; here, the soften stream is scattered by a high tension argon gas stream. The atomizing tower is found straightforwardly underneath the atomizing spouts, where the scattered little metal drops are diffused and set into powder particles. The subsequent powder gas blend is moved through a passing cylinder on to a tornado where the fine powder, coarse powder and atomization gas are isolated. The metal powder is at last gathered in the base box situated under the tornado.
The fundamental makers of this kind of gear are ALD Vacuum Industry AG of Germany, which has more than many powder making hardware in activity from one side of the planet to the other. Ltd. in China, which is chiefly planned and made in collaboration with Chinese exploration organizations, however the actual organization doesn’t have its own atomization innovation.
Powder handling gear
Compound powder is consistently under the assurance of dormant gas during the entire presentation cycle, and there will be inactive gas staying on the powder surface. Simultaneously, the presence of considerations like artistic powder, as well as air between the powder and inside the envelope can have genuine antagonistic impacts on the tissue properties of the turbine circle. In this way, it is important to strainer, de-entrainment, degassing and powder surface quality treatment of the created powder.
The powder handling hardware fundamentally incorporates sieving gear, considerations evacuation hardware, evaluating and grouping hardware and powder alteration handling gear.
Envelope welding hardware
High-temperature combination powder should be pressed into the bundle in the wake of bunching and handling, and afterward fixed and welded. Seal welding quality is one of the critical elements to guarantee the powder shaping. In the event that the seal welding quality isn’t up to norm, there will be airfl
Shanghai HY Industry Co., Ltd is qualified Nickelalloy, Titanium alloy&cobalt alloy materials supplier.
We have more than twenty years experience in kind of high temperature composite powder production.
When you want to know more about our products, please contact us:
https://hynickelalloy.com