
Research status of (WAAM) arc additive manufacturing(HY-industry technical centre)
background
Current additive manufacturing technology mainly focuses on powder bed powdering systems that use lasers or electron beams as heat sources. Although these technologies can achieve high-precision manufacturing, the low deposition rate significantly increases the manufacturing time of parts, thereby increasing manufacturing costs. In addition, the use of powder as a printing material makes it easy to form defects such as pores in the structure forming process, thereby destroying the structural integrity. Wire and arc additive manufacturing, that is, WAAM is an additive manufacturing method that uses arc as a heat source and solid metal wire as a printing material. Compared with other additive manufacturing technologies, this method is slightly lower in forming accuracy than the powder bed system, but it has a higher deposition speed and is very suitable for the production of large-scale metal structural parts.
We aim to summarize the research achievements of WAAM in recent years, and discuss the current research progress from the following four aspects:
-
Process optimization for microstructure control;
-
Main engineering materials for application;
-
Residual stress;
-
Future development trends, etc.
Introduction
1. WAAM process optimization research
The process schematic diagram of WAAM is shown in Figure 1.
This process is very similar to the traditional welding process, such as gas metal arc welding, GMAW, plasma arc welding, PAW, gas tungsten arc welding, GTAW, etc. The most widely used in the current WAAM process is the GMAW mode, which is Under non-inert gas protection conditions, the arc between the meltable wire and the workpiece, the deposition rate can reach 15-160g / min, depending on the deposited material and process parameters, it is conducive to the production of large-size structures in a short time. The additive manufacturing technology based on arc welding is relatively more complicated, mainly because in order to obtain a high-quality forming structure, there are multiple process parameters that need to be controlled, including: current density, voltage, type of shielding gas, air flow rate, wire feed speed, Operating speed and deflection angle of the arc head.
Appropriate process parameters can affect the heat transfer mode, which determines the melt width, depth and size, deposition rate, and surface roughness. Therefore, in order to obtain a well-formed structure, parameters must be optimized for different equipment and materials. In order to better control the deposition of molten pool metal with a smaller heat input and obtain an additive manufacturing process with better quality and more stability, researchers have developed a cold metal transfer (CMT) based on GMAW And has been applied to additive manufacturing. Another additive manufacturing technique is to use two wires to melt at the same time to achieve a higher deposition rate (160g / min). However, this method requires the arc to have a higher energy density, and certain technical measures must be taken to improve the uniformity of the heat distribution, thereby controlling the shape and shape of the molten pool.
The method based on arc welding has been successfully applied in the field of additive manufacturing, because it can directly draw on the existing mature research theory and experience of welding metallurgy, mechanical behavior of welding structure and other aspects. However, there are still some problems in the WAAM process that need to be studied in depth, such as the process and optimized path of thick structural parts with minimum residual stress, microstructure evolution and control during multilayer deposition, and temperature between layers Role and control. Some research groups have begun to use layer-to-layer mechanical deformation methods or direct heating / cooling methods to solve these problems.
Figure 1. Schematic diagram of WAAM

Shanghai HY Industry Co., Ltd and the Polymer Research Institute of East China University of Science and Technology have developed a cold working method for high-pressure rolling between layers. By applying a force of 100 kN on the already deposited layer, the plastic deformation of the surface is promoted, so that grain recrystallization occurs in the subsequent deposition process. The schematic diagram of this process is shown in Figure 2. Literature has studied that the process of cold rolling + WAAM will promote the refinement of β grains, the reduction of the thickness of α layer during the manufacture of Ti-6Al-4V, and the entire structure will change from thick columnar crystals to equiaxed crystals. In addition, some researchers applied this process to the manufacturing process of aluminum alloys, and found that this method has a significant improvement in reducing residual stress and reducing porosity.
Similar methods to improve the mechanical properties of structures include mechanical hammering and laser peening. Laser peening is applied to the manufacture of aluminum alloy parts, which can achieve 22% grain size refinement and increase hardness. However, this method only works at the millimeter scale at the beginning of printing, and the resulting plastic deformation is not enough to refine the grain size of the entire structure.
Therefore, in summary, the cold working method can significantly reduce the residual stress, improve the unevenness of the structure, reduce the porosity and improve the mechanical properties of the structure. However, most of the research is only carried out on simple geometric structures, which limits its application in complex and large structural parts. In addition, when manufacturing large structural parts, if cold deformation is to be applied, additional heavy equipment is required, thereby increasing its manufacturing cost.
Figure 2. WAAM + cold rolling process

For control the thermal cycle between layers in the WAAM process, researchers have proposed the use of thermoelectric cooling, as shown in Figure 3. During the deposition process, the heat sink transfers heat to the side wall by means of heat conduction. This method achieves continuous heat dissipation without changing the process parameters, thereby controlling the forming geometry, reducing the surface roughness, and reducing manufacturing time by 60%.
In order to improve the typical columnar crystal structure in the titanium alloy additive manufacturing process, the researchers proposed a method of hot wire arc additive manufacturing. This method uses an additional heat source to help melt the filled metal, thereby reducing the heat input during the deposition process. It has been reported that after using hot wire additive manufacturing, the structure of the titanium alloy is changed from columnar crystals to a mixed structure of columnar crystals and equiaxed crystals. The extremely uneven improvement of% was 12.6% and 12.8%, which significantly improved the anisotropy of the tissue.
Figure 3 WAAM + thermoelectric cooling device

Shielding gas is an important factor that affects the forming morphology. Some studies have focused on the flow of protective gas in the WAAM process. Turbulent gas will cause the gas to mix with the surrounding air, causing a poor gas protection environment, increasing the pollution of the gas environment and causing the oxidation of the deposited metal. A new device as shown in Figure 4 contains three components to achieve laminar flow of protective gas. The first component is the diffusion cavity, which is used to introduce protective gas uniformly; the second component is the honeycomb cavity, which is used to strengthen the airflow and reduce the horizontal flow rate; To further improve the uniformity of the airflow.
Figure 4. New WAAM shielding gas control device

2. Main research materials
2.1 Titanium-based alloy
Ti-6Al-4V is the most widely used titanium alloy and the most studied alloy in the WAAM process. Generally, Ti-6Al-4V is composed of two phases, the alpha phase of hexagonal close-packed structure (hcp) and the beta phase of body-centered cubic structure (bcc). Different temperatures and cooling speeds make parts have different structures in the height direction during printing. The most common tissues include small needle-like or Wei’s island-like tissues, and basket-like layered alpha tissues. The columnar β grains and the grain boundary α formed in the initial layer are significant harmful tissues, because they will lead to premature failure during lateral loading. However, this columnar structure is difficult to avoid. Al and V have high solid solubility in Ti, and no element distribution occurs at the solidification front, so they do not function as grain refinement elements. Although during the cooling process, the beta grains transform into fine alpha grains below the beta transformation temperature, the initial beta grains still have a detrimental effect on the mechanical properties.
In the process of manufacturing Ti-6Al-4V by WAAM, the method of interlayer rolling obtained a good forming effect. As shown in Figure 5, the β phase in the unrolled sample has a strong <100> crystal orientation and a significant columnar crystal morphology; after rolling, new crystal orientation and deformed α lath appear , The strength of the columnar crystal texture weakens. Another significant feature is that by applying pressure between the layers, the grains are significantly refined and the microstructure is significantly improved.
In addition, the addition of boron (less than 0.13 wt.%) Can affect the morphology of β grains and form needle-shaped TiB, thereby improving the anisotropy of the printing process of Ti-6Al-4V. Experiments show that the addition of boron can increase the degree of strain (40%), and the average failure stress increases by 850MPa. Adding carbon (less than 0.41 wt.%) Can increase the β grain density and decrease the α lath length. The alloy added with 0.41 wt.% Carbon forms large carbides, which reduces the mechanical properties to a certain extent. The strength and toughness of parts obtained by adding a proper amount of carbon elements increased by 9% and 30%, respectively. Adding a certain amount of Si element also has a certain effect on the refinement of β grains, but the columnar crystals cannot be completely eliminated, but the columnar crystals become narrower. Therefore, Si may increase the degree of supercooling, but if you want a more ideal effect, you may need to add a more effective grain refiner.
Figure 5. EBSD analysis of the microstructure of Ti-6Al-4V obtained by different process methods: (a) (d) WAAM; (b) (e) WAAM + 50kN rolling; (c) (f) WAAM + 75kN rolling

2.2 Nickel-based alloy
Nickel-based alloys have high strength, low thermal expansion rate and excellent corrosion resistance at high temperatures, and because of their high price and difficulty in cutting, WAAM avoids the waste of materials and has become a viable method for preparing this alloy. During solidification, nickel-based alloys are prone to solidification cracks, liquid cracks, strain aging cracks, etc. Therefore, the WAAM process of this alloy needs urgent research.
Common nickel-based alloys are Inconel 625 and Inconel 718, which have a very high alloy content and thus segregate in the dendrite gap during solidification. The mechanical properties of this series of alloys depend on the Laves phase, and the morphology of the Laves phase directly depends on the thermal cycling process of forming. Inconel is a solid solution-strengthened nickel-based alloy. By adding substitution alloy elements such as Cr and Mo, it provides austenite nucleation sites and stabilizes austenite during cooling. Other common phases in Inconel, including the γ ‘phase and γ’ ‘phase, and bulk MC carbides provide strengthening. However, once a harmful phase, such as the delta phase, is formed, the mechanical properties of the Inconel alloy are significantly reduced.
WAAM shaped Inconel 625 consists of austenite columnar crystals. The γ phase precipitates in the initial solidified liquid metal, and the Nb, Mo, and Laves phases precipitate in the dendrite gap. As the height of the print increases, from close to the substrate, to the middle of the print, the top, the initial dendrite arm gap is 13 microns, 23 microns and 35 microns. The tensile strengths along the scanning direction and the deposition direction were 722 ± 17 MPa and 684 ± 23 MPa, respectively, and the elongations were 42.27 ± 2.4% and 40.13 ± 3.7%, respectively. According to existing research, the improvement of Inconel alloy mechanical properties can only be improved by the thermomechanical treatment process. Although the Nb element can be diffused and the Laves phase of the dendrite gap can be eliminated by the heat treatment process, the columnar crystal structure formed by the solidification process still exists. Since the segregation process will eliminate the useful alloy elements of the matrix and eliminate the effect of cold working technology, it is very important to control the in-situ formation of the segregated Laves phase of the Nb element.
2.3 Steel materials
Stainless steel usually has high temperature, high pressure and corrosion resistance, and is inexpensive, and is widely used in the fields of chemistry and energy. Austenitic stainless steels such as SS304, SS308LSi, SS316L and martensitic stainless steel 420 have been successfully prepared using WAAM technology. For stainless steel with austenite γ phase, ferrite δ phase and σ phase, during the metal deposition process, as the deposition height increases, the volume fraction of σ phase will increase, resulting in a decrease in strength and elongation. In order to avoid the generation of this phase, the thermal cycle needs to be controlled at 600-900 ° C, and the time of exposure to high temperature conditions should be shortened as much as possible.
For Cr-Mn stainless steel, the matrix structure is mainly composed of δ ferrite dendrite and columnar austenite γ phase, as well as some CrN and Cr2N particles. The presence of oxygen in the protective gas will lead to the formation of Mn oxides, which is detrimental to the mechanical properties of the shaped structure. Therefore, during the post-forming heat treatment process, the low solubility of N in the δ phase will cause the formation of CrN and Cr2N compounds in the N supersaturated region. Due to the high-energy interface between the matrix and the inclusions, Cr2N will form near the oxidized inclusions of Mn.
Therefore, this material is very suitable for the WAAM process, and due to the stable austenite matrix, it has approximately complete isotropy. In addition, the presence of N has a processing strengthening effect on the matrix. Rapid cooling, hydrogen involvement and residual stress make high carbon steel more prone to cracking problems. However, the way to deal with these problems in welding research can also be directly applied to WAAM, including pre-heat treatment and post-heat treatment.
2.4 Aluminum alloy
Due to the easy formation of solidification defects such as oxide layers and pores, welding is a difficult problem in the application process of aluminum alloys. Similarly, pores have also become a major problem limiting the widespread use of WAAM to manufacture aluminum alloys. Researchers have conducted a lot of research on the post-heat treatment process of aluminum alloys made by WAAM, and found that not every aluminum alloy is suitable for heat treatment.
During the WAAM metal deposition process, the alternating current is more conducive to the treatment of the oxide film on the surface of the aluminum alloy. If the oxide film is not processed, during the deposition process, the oxide layer will be caught in the molten pool, forming defects such as internal pores, thereby significantly reducing the mechanical properties of the structure. Therefore, in the WAAM manufacturing process, the turbulent state of the molten pool caused by the periodic replacement of the electrodes will cause a reduction in the dimensional accuracy of the parts. Another problem is the high thermal conductivity, high thermal expansion coefficient, high solidification shrinkage, wide solidification temperature range and high hydrogen solubility of aluminum alloys.
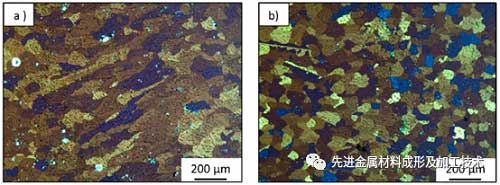
By adding titanium alloy powder between layers, the mechanical properties of the microstructure of 5363 (Al-5Mg) alloy can be improved. Since Al3Ti and Al have similar face-centered cubic structures, which increase the nucleation point, the addition of Ti will promote the formation of equiaxed crystals, as shown in Figure 6. The tensile strength and elongation along the horizontal direction are increased by 20.25MPa and 3.13% respectively, and the tensile strength and elongation along the vertical direction are increased by 25.89MPa and 6.97% respectively.
Figure 6. Microstructure of 5363 aluminum alloy: (a) WAAM forming; (b) WAAM + interlayer Ti powder
2.5 Functionally graded materials
In addition to manufacturing large parts, WAAM is also suitable for manufacturing functionally graded materials (Functional Graded Materials, FGM). FGM refers to a class of advanced heterogeneous materials with controlled gradient properties along at least one specific direction. Compared with other additive manufacturing technologies, WAAM has a greater advantage in manufacturing FGM because it can improve the characteristics of the deposited material during the entire deposition process.
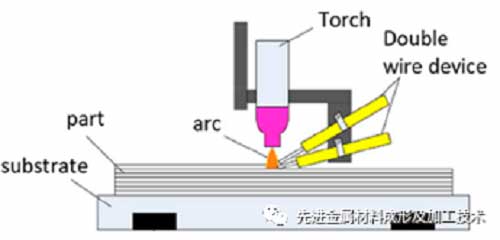
WAAM mainly realizes the manufacture of FGM through two ways:
By changing processing parameters, such as wire feed speed and current density;
By feeding different wires, as shown in Figure 7.
Figure 7. Schematic diagram of double wire feeder
3. Residual stress
The residual stress existing in the WAAM processing process can be divided into:
-
Stresses formed in the macro size of the structure
-
Intercrystalline stress and stress at the atomic scale
Although the residual stress can be reduced by laser spraying, the amplitude of the residual stress formed during the WAAM process can be almost equivalent to the yield strength of the material, which greatly affects the mechanical properties of the structure and usually causes the structure to deform. If the local residual stress exceeds the yield stress of the part, plastic deformation will occur, and if the tensile strength of the part is exceeded, the material will fail. These stresses originate from repeated expansion and contraction caused by repeated heating and cooling during processing. Therefore, once the clamp is removed, the part that balances the internal stress is bent, and the stress can reach 500 MPa.
Researchers have adopted quite a few methods to reduce the deformation caused by this residual stress:
-
It was found that during the metal deposition process, the residual stress can be reduced to a certain extent by adopting a deposition path from the edge to the center;
-
By heating the substrate in advance, the temperature gradient of the metal deposition process is reduced, thereby making the temperature distribution more uniform, thereby improving the wettability of the first layer of deposited metal and reducing the residual stress;
-
By clamping the substrate in a 5-axis system, by depositing metal on both sides of the substrate at the same time, the residual stress on both sides can be cancelled;
-
Pre-treatment or post-treatment of the substrate by using an external heating source to reduce the temperature gradient of the contact area between the substrate and the deposited metal;
-
The method of interlayer cold rolling is used, however, rolling will generate stress in the transverse and normal directions, thereby forming a three-dimensional stress state, which affects the mechanical properties of the structure.
Figure 8. Deformation of WAAM machined parts

4. Summary and Outlook
WAAM manufactures complex parts and components has received extensive attention in the industrial and academic fields. A large number of studies have focused on optimizing the microstructure and mechanical properties of the formed structure. The WAAM process has also achieved very excellent results in the preparation of most engineering alloys (titanium alloys, aluminum alloys, steel, etc.). However, there are still several issues to be resolved:
-
Use WAAM for structural restoration works;
-
The quality appraisal and guarantee of WAAM prepared parts are mainly manifested in the research and development of non-destructive testing and online monitoring system;
-
The industrial field promotes the expansion of WAAM technology market application.