
HY high temperature alloy wire production process.(HY-industry technical centre)
Superalloy wire plays an important role in key components in different fields such as aero engines and nuclear power reactors. The harsh working conditions in this kind of field put forward higher requirements for high temperature alloy wire in chamber, high temperature mechanical properties, process performance and organization than ordinary alloy wire. In particular, high-temperature alloy wire is used for nuclear, which imposes more stringent requirements on dimensional accuracy and surface quality.
Although the amount of high-temperature alloy wire is currently not an order of magnitude higher than that of tall turbine discs and forgings, the special preparation process of wire is not at all simple. Due to the long production process chain, the technical level of each production link directly determines the service performance of the final component.
Do you know the high temperature alloy wire production process? Let the author take you to know the production process of Shanghai HY Industry Co., Ltd superalloy wire!
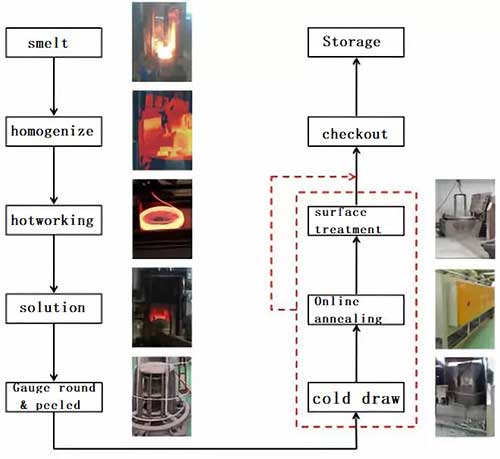
The following is a brief introduction to its main production processes:
1) Smelting
The current smelting process routes for producing superalloys are roughly as follows: 1 vacuum induction furnace + electroslag remelting double process; 2 vacuum induction furnace + vacuum arc remelting double process; 3 vacuum induction furnace + electroslag remelting + Vacuum arc remelting triple process. In the actual production process, the choice of smelting process should consider the alloy structure and purity, comprehensive performance indicators, etc., whether it can meet the technical requirements and the advantages and disadvantages of economic benefits.
(2) Homogenization
In order to alleviate the element segregation of the high-temperature alloy ingot, it must be homogenized before hot working to ensure smooth billet opening. In actual production, the determination of the homogenization process (temperature and time) should first ensure the full diffusion of the segregation element atoms, meet the application requirements, and also consider the actual production cost and efficiency. In addition, the complex phase precipitation between the dendrites makes the homogenization process more complicated, and it is necessary to avoid the melting of the low melting point harmful phase during the homogenization process, resulting in “overburning” phenomenon.
(3) Thermal processing
-
 Blanking:In order to break the coarse columnar crystal of the ingot and optimize the size and shape of the precipitated phase to obtain a billet having good cold and hot workability, it is necessary to open the billet after the homogenization treatment. The blanking process is the primary thermal processing step of the superalloy, which plays a vital role in the entire production process. When producing high-temperature alloy wire, the blanking is mainly carried out by free forging process, that is, the combination of “upset and lengthened”, and the core process parameters include forging temperature, reduction amount and feed amount. In order to obtain a billet of uniform fine-grained structure and to avoid severe cracking, it is extremely important to select the optimum combination of billet process parameters.
Blanking:In order to break the coarse columnar crystal of the ingot and optimize the size and shape of the precipitated phase to obtain a billet having good cold and hot workability, it is necessary to open the billet after the homogenization treatment. The blanking process is the primary thermal processing step of the superalloy, which plays a vital role in the entire production process. When producing high-temperature alloy wire, the blanking is mainly carried out by free forging process, that is, the combination of “upset and lengthened”, and the core process parameters include forging temperature, reduction amount and feed amount. In order to obtain a billet of uniform fine-grained structure and to avoid severe cracking, it is extremely important to select the optimum combination of billet process parameters. -
Hot rolling:In the production process of high temperature alloy wire, hot rolling is an important process to obtain the wire rod that can meet the requirements of multi-pass drawing. In order to prepare the wire rod without defects such as folding, pattern, knot, delamination and visible cracks, and having ideal organization and mechanical properties, the reasonable control of temperature system and deformation system during hot rolling is particularly important. Usually, since the hole type system and size are basically established, the deformation system is not easy to change. Therefore, the control of the hot rolling process is mainly in the rolling and finishing temperatures.
4) Solution treatment
For high-temperature alloy wire, in order to achieve the best softening state before cold drawing, the hot-rolled wire rod needs to be solution treated. The determination of the solution treatment temperature and time firstly ensures that the second phase is sufficiently dissolved in the matrix while avoiding grain growth.
(5) Rounding and peeling
In order to ensure the dimensional accuracy and surface quality of the cold drawn wire, the wire rod after round solution treatment needs to be rounded and peeled.
(6) cold drawing
High-temperature alloy wire is a cold-processed extension product. The production of cold-drawing deformation (cold drawing) is a key process that directly affects the properties, surface quality and dimensional accuracy of the alloy wire. In actual production, the appropriate deformation amount and drawing pass should be determined according to the characteristics of the raw materials, the specifications and performance requirements of the finished wire. Improper design of these two key process parameters will make the strength unable to meet the requirements of the subsequent components, and the bending and torsion resistance will be deteriorated, and the surface quality and dimensional accuracy of the wire cannot be guaranteed.
(7) On-line annealing
The high temperature alloy wire is hardened after cold drawing, and is usually softened by an in-line annealing process. Temperature and time are key process parameters for this process and need to be determined based on material properties and product requirements.
(8) Surface treatment
In this paper, the descaling process and the laminating process after in-line annealing are collectively referred to as surface treatment. The scale is usually removed by pickling or mechanical means. In actual production, a reasonable scale removal scheme should be developed according to the surface oxidation of the wire and the technical requirements of the finished wire. For high-temperature alloy gold, because of its difficult deformation, it requires high coating and lubrication. The surface must be coated with or form a thick, strong adhesion and rough surface lubrication coating (film). As a carrier, the lubricant is adsorbed and brought into the die hole to form a good lubricating film, thereby ensuring smooth drawing of the wire. In addition, the lubricating coating should be easy to clean and should have good corrosion resistance, relatively uniform mechanical properties, and good toughness.
After the wire intermediate billet is annealed on-line, it is cold-drawn to the finished specification wire after a certain number of process cycles. Finally, the scale is removed by pickling or mechanical method according to the surface condition of the wire, and after passing the relevant inspection, it is put into storage.