Shanghai HY Industry Co., Ltd is professional manufacturer for superalloy, HY has 20 years craftsman spirit , Superalloy solution expert,Qualified supplier for GE & Siemens .
Research on bolt hydrogen embrittlement(HY-industry technical centre)
Research on bolt hydrogen embrittlement.(HY-industry technical centre)
Based on the study of hydrogen-brittle fracture of bolts, the mechanism and characteristics of hydrogen-brittle fracture of alloy steel bolts and titanium alloy bolts are analyzed. The conditions and laws of hydrogen-brittle fracture of bolts are summarized. Based on this, some prevention of hydrogen embrittlement of bolts are proposed. Technical approach.
In 1916, the presence of hydrogen in steel was found to reduce some of the mechanical properties of steel. With the advent of the ammonia synthesis process and the use of ammonia synthesis towers, accidents occur frequently, and the interaction between hydrogen and steel at high temperature and high pressure has led to the study of hydrogen corrosion.
Until World War II, many major accidents caused by hydrogen embrittlement fractures caused aircraft crashes, which made people really pay attention to the danger of excessive hydrogen on metal materials, prompting scientists to study the hydrogen embrittlement of steel.
In the mid-1960s, the rupture of steel hydrogen storage containers attracted the attention of NASA and focused on hydrogen embrittlement.
Since the 1970s, hydrogen embrittlement research has become a very active technical field in the international academic community. The United States, Japan, Russia, France, Germany and other countries have invested a lot of manpower and material resources, and achieved remarkable research results. China’s research on hydrogen embrittlement started in the late 1960s.
Hydrogen embrittlement fracture of bolts is a common form of failure of high strength bolts. Since the hydrogen embrittlement fracture is delayed, it is impossible to find out whether the bolt will undergo hydrogen embrittlement fracture through the normal inspection procedure, so the hydrogen brittle fracture of the bolt is much more harmful than the other fractures.
In the 1990s, batch-type hydrogen embrittlement fractures of electroplated zinc spring washers appeared in China’s aerospace industry. After the efforts of leaders and experts at various levels, the problem of hydrogen embrittlement fracture of spring washers was solved by replacing materials. However, the hydrogen embrittlement fracture problem of bolts has been constantly appearing, which has been plaguing the normal development order of aerospace models.
1. Mechanism and characteristics of hydrogen embrittlement fracture
1.1 The existence and location of hydrogen in metals
Studies have shown that hydrogen may exist in metals in the form of hydrogen atoms, hydrides, hydrogen cations and hydrogen molecules, methane, atomic groups and metal hydrides.
When there are defects in the metal, such as pores, inclusions, microcracks, etc., hydrogen dissolved in the metal is precipitated at the defects by diffusion and desorption, and combined into hydrogen molecules.
Hydrogen molecules are mainly located in various defects inside the metal; when hydrogen is present in the metal as methane, it is mainly at the grain boundary and phase boundary of the metal; when hydrogen exists in the form of atomic groups, it is mainly in the stress concentration zone and bit Wrong area
When hydrogen exists in a negative ion state, it is on a lattice of metal lattices, and forms a compound with a metal atom by a chemical bond;
When hydrogen is present in an atomic state, a positive ion state, or a metal hydride, it is in the gap of the metal lattice lattice. The location of hydrogen in the metal determines the “intergranular fracture” characteristic of hydrogen embrittlement fracture.
The presence of hydrogen in the metal is not static, but spreads according to certain rules. Both concentration gradients and stress gradients are the driving forces for hydrogen diffusion.
Many studies have shown that hydrogen in metals diffuses from a high concentration zone to a low concentration zone, from a low stress zone to a high stress zone, resulting in hydrogen embrittlement in high stress zones.
1.2 Hydrogen damage to metals
Hydrogen has a lot of influence on metal materials, and scientists have a great understanding of it. According to the relevant information, the damage of hydrogen to metals can be summarized into the following six categories.
a) Hydrogen embrittlement (including delayed damage and delayed fracture). When the local concentration of hydrogen in the metal reaches saturation, it causes a decrease in ductility and toughness of the metal, or causes delayed fracture. Hydrogen embrittlement can be divided into internal hydrogen embrittlement and environmental hydrogen embrittlement depending on the source of hydrogen. In general, hydrogen embrittlement is reversible, and the effect of hydrogen can be reduced or eliminated by a suitable hydrogen removal process.
b) Hydrogen corrosion. The hydrogen in the steel reacts with carbon in the steel under high temperature and high pressure conditions. In this reaction, the formed methane accumulates on the grain boundaries, causing high pressure bubbles at the grain boundaries. When the number and pressure of the bubbles reach a certain critical value, microcracks are generated at the grain boundaries, causing irreversible damage to the steel. This corrosion phenomenon mainly occurs in chemical equipment such as ammonia synthesis equipment and petroleum cracking equipment.
c) Formation of a hydride. Hydrogen enters the crystal lattice of the transition group element and its alloy and forms a gap-type hydride, which reduces the plasticity and toughness of the material.
d) Microcracks. If the metal is entrained with excess hydrogen during the smelting process, its solubility decreases as the metal cools and solidifies. If the supersaturated hydrogen fails to diffuse out, it will aggregate to form hydrogen molecules at the defect of the material. The accumulated hydrogen can form a high internal pressure, resulting in the formation of microcracks inside the material.
e) Hydrogen bubbling. In the steel used in the hydrogen sulfide corrosion environment, or in the process of hydrogen charging steel, hydrogen may appear when hydrogen atoms diffused into the steel accumulate at non-metallic inclusions or larger defects to form hydrogen molecules. Bubbling. As the hydrogen atoms are continuously sucked in, the hydrogen bubbles gradually grow up, forming a high internal pressure, causing deformation and even cracking of the surrounding metal, and the external external stress acts to cause cracking of the metal.
f) Rheological degradation. When hydrogen enters the metal, it will promote the rheological strength of the iron and the high temperature creep resistance of the alloy will decrease. This is a manifestation of hydrogen embrittlement causing changes in material properties.
At present, domestically, due to the presence of hydrogen, metal materials are irreversibly damaged, plastically degraded, and delayed fractured under stress, collectively referred to as “hydrogen embrittlement” or “hydrogen damage.”
1.3 Effect of hydrogen on mechanical properties of metallic materials
The effect of hydrogen on the mechanical properties of metallic materials is difficult to quantify by theoretical calculations. The effect of hydrogen on the mechanical properties of metal materials is mainly reflected in:
(1) Modulus of elasticity—the elastic modulus of a material decreases as the hydrogen content increases;
(2) Ultimate tensile strength—For hydrogen-sensitive materials, hydrogen will significantly reduce the ultimate tensile strength of the material;
(3) Ultimate yield strength—Hydrogen will increase the yield limit of most materials by up to 10%, but has little effect on the yield strength of stress-free concentrated specimens;
(4) Impact toughness (ak) — When the hydrogen content reaches 5ppm~6ppm, the ak value will decrease to some extent, and the ak value decreases as the hydrogen content increases.
(5) Elongation—Hydrogen can significantly reduce the elongation of hydrogen-sensitive materials, and materials that are less sensitive to hydrogen will also be slightly reduced;
(6) Shrinkage of the section—the effect of hydrogen on the plasticity of the material is most prominently manifested in the change of the shrinkage of the section. The material with high sensitivity to hydrogen can reduce the shrinkage of the section by more than 30%.
(7) Fatigue life—Hydrogen can increase the fatigue crack growth rate of the material and reduce the fatigue life, especially in the case of low cycle fatigue.
(8) Fracture toughness—When the material with microcracks is in a hydrogen atmosphere, hydrogen is attracted to the tip of the microcrack due to hydrogen adsorption, dissolution and stress induction. Under the action of saturated hydrogen and stress, it will cause cracks. The tip is low-stress cracked and continues to expand until it breaks.
Hydrogen in metallic materials can change the mechanical properties of materials, increase brittleness, reduce plasticity, and even brittleness. Hydrogen sensitive materials are particularly affected by this.
1.4 Influence of different materials and different processes on hydrogen embrittlement fracture of bolts
1.4.1 Influence of bolt material strength on hydrogen embrittlement fracture of bolt
The tensile strength of the material has an important effect on hydrogen embrittlement. The internal stress of the alloy steel strengthened by heat treatment cannot be completely eliminated, and the material with high internal stress is sensitive to hydrogen embrittlement.
The higher the strength of the material, the greater the internal stress, the easier it is to absorb hydrogen, and the more difficult it is to remove hydrogen. Alloy steel is the same, titanium alloy is also the same, the critical stress limit of hydrogen embrittlement fracture decreases sharply with the increase of material strength.
Based on this consideration, measures to prevent hydrogen embrittlement are imposed on high-strength bolts or parts in some national standards, national military standards, and industry standards.
1.4.2 Process factors of hydrogen-brittle fracture of alloy steel bolts
ISO 15330:1999 “Fastener inspection for hydrogen embrittlement preload test parallel bearing surface method” in the introduction: “in heat treatment, gas carburizing, cleaning, pickling, phosphating, electroplating process, and in the working environment Cathodic protection measures, etc., can produce hydrogen.
Hydrogen is also produced during the production process, such as roll forming, machining, and drilling that requires coolant or lubricant but is interrupted, as well as during welding or brazing.
Appendix 40 of ISO 4042:1999 “Carbide Plating”: in the heat treatment, gas carburizing, cleaning, packaging, phosphating, electroplating, autocatalytic treatment, and in the working environment, due to the reaction of cathodic protection , or the reaction of corrosion, hydrogen atoms may enter the matrix.
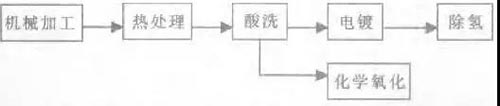
Hydrogen atoms may also enter during processing, such as twisting, machining, and drilling due to improper lubrication, as well as welding or brazing processes. It can be seen that in the whole process of manufacturing the bolt, there is a process of hydrogen absorption or a process of influencing hydrogen absorption. The process flow affecting the hydrogen embrittlement of alloy steel bolts is shown in Figure 1.
Heat treatment, pickling, electroplating, chemical oxidation, and hydrogen removal have the following effects on bolt hydrogen embrittlement.
a) Heat treatment (usually quenching and tempering) is carried out at high temperatures. As long as there is no hydrogen-containing protective atmosphere or quenching medium, there is generally no hydrogen absorption condition, but the heat treatment results are closely related to the hydrogen removal effect after electroplating.
The latest research results show that the more complete the residual stress is removed, the better the hydrogen removal effect after plating. The higher the threshold of hydrogen brittle fracture of bolts, the effect is particularly obvious for the plating of high-strength steel bolts.
ISO 9587 “Pretreatment of steel and other inorganic coatings to reduce the risk of hydrogen embrittlement of steel products” eliminates residual stress treatment as one of the important measures to reduce the risk of hydrogen embrittlement.
b) Pickling is the removal of scale and rust from the surface of steel bolts due to heat treatment. When pickling, place the bolt in a heated acidic solution and soak for a while. In this process, hydrogen ions and hydrogen atoms in the acidic solution penetrate into the matrix material of the bolt.
c) Electroplating is the most common surface treatment method for alloy steel bolts, and it is also the most important way for bolt hydrogen absorption. When the electroplating is used as a cathode, the metal positive ions of the anode are concentrated toward the cathode under the action of a strong current, and hydrogen ions in the bath also accumulate toward the cathode. After the hydrogen ions are reduced at the cathode, a part of the hydrogen gas is formed to escape, and the other part is infiltrated into the plating layer and the material matrix in the state of hydrogen atoms.
d) Chemical oxidation, also known as bluing and blackening, is the immersion of steel bolts in a heated acidic or alkaline solution to form a very thin protective layer of oxide film on the surface. In this process, chemical oxidation itself does not cause hydrogen permeation and causes hydrogen embrittlement. The chemical oxidation that we are talking about also has the problem of hydrogen embrittlement, which refers to the pickling before chemical oxidation.
e) In addition to hydrogen, the hydrogen-sensitive material is dehydrogenated by utilizing the reversibility of hydrogen in the metal. In addition to hydrogen, the bolt is heated to a certain temperature (alloy steel about 200 ° C, titanium alloy 990 ° C), and maintained for a period of time (alloy steel 8h to 28h, titanium alloy 1h), so that the hydrogen in the material is integrated into the hydrogen molecule Out. Excessive hydrogen removal is also one of the important reasons for hydrogen embrittlement of bolts.
2. Basic characteristics, necessary conditions and laws of hydrogen embrittlement fracture of bolts
The basic characteristics of bolt hydrogen embrittlement fracture are: delayed fracture; brittle fracture; hydrogen exists in the fracture.
Delayed fracture is the most basic feature of bolt hydrogen embrittlement fracture. The length of delay is related to the hydrogen content of the bolt and the magnitude of the stress. The more hydrogen content, the greater the stress and the shorter the delay. The fracture morphology of the fracture is a typical brittle fracture, and hydrogen is observed under electron microscopy.
The necessary condition for the hydrogen embrittlement fracture of the bolt is that there is excessive hydrogen and material defects in the bolt material, and the bolt is subjected to stress. In other words, the hydrogen embrittlement fracture of the bolt can occur under the combined action of hydrogen, material microcracks and stress.
Excessive hydrogen is the most basic cause of hydrogen embrittlement fracture of bolts. Hydrogen can cause a decrease in the performance of the bolt material and has a tendency to break the hydrogen brittleness, but it does not necessarily cause the bolt to break. Only when the hydrogen content is too much will the bolt break.
The existence of microcracks, stress concentration and other defects in the bolt material is a necessary condition for accelerating the accumulation, diffusion and even fracture of hydrogen. Microcracks are also the source of fracture of bolt fracture. Only when these material defects reach a certain level, the accumulation and diffusion of hydrogen will cause the bolt to break.
The external condition in which the bolt is hydrogen embrittled is that the bolt is subjected to stress. This stress is a continuation of the slow loading process or static loading. Rapid loading does not allow material microcracks to rapidly expand under the action of hydrogen, causing fracture.
Through the above analysis, we can find that the factors affecting the hydrogen-brittle fracture of bolts have the following rules:
a) The higher the hydrogen content in the bolt, the more prone to hydrogen embrittlement fracture;
b) The higher the strength of the bolt, the stronger the sensitivity to hydrogen embrittlement. Generally, the tensile strength is above 1050 MPa, and the hydrogen embrittlement fracture problem of the bolt should be considered.
c) the greater the stress of the bolt, the more likely it is to cause hydrogen embrittlement to break;
d) The more defects of the bolt material, the easier it is to accumulate hydrogen, and the more the source of fracture of the hydrogen embrittlement of the bolt;
e) Heat treatment has a certain influence on the hydrogen embrittlement of the bolt. The greater the internal stress generated by the heat treatment, the easier it is to adsorb hydrogen, and the more difficult it is to remove hydrogen;
f) The hydrogen embrittlement sensitivity of titanium alloy materials is larger than that of alloy steel, in which α titanium is more sensitive to hydrogen than β titanium.
3. Detection and test of hydrogen embrittlement fracture
3.1 Hydrogen embrittlement fracture test of materials
The test method for evaluating hydrogen embrittlement of materials has not yet formed a unified international standard. Commonly used methods include smooth tensile test, low cycle fatigue test, high cycle fatigue test, fracture toughness test, creep rupture test, disk pressure test, and notched tensile test. The most commonly used one is the notched tensile test method.
The American Society for Testing and Materials Standard ASTM F 519, Mechanical Hydrogen Embrittlement Test Method for Electroplating Processes and Aircraft Maintenance Chemicals, specifies the notched tensile test of metal bars under normal temperature conditions.
China’s aviation industry standard HB5067-1985 “hydrogen embrittlement test method” equivalently uses ASTM F 519. The test was performed on a notched test bar as shown in Figure 2.
The notch stress concentration factor in Figure 1 is equal to 4, and the cross-sectional area is approximately equal to 48% or 42.5% of other parts. At the time of the test, the applied load was equivalent to 75% of the normal test bar. The load lasts for 200h. If all samples of each group do not break, it is considered that the batch material does not undergo hydrogen embrittlement fracture.
This method is very rigorous and is suitable for laboratory identification of hydrogen embrittlement of metallic materials. However, the test time is too long, and the shape of the sample is largely different from the shape of the part. Therefore, it is not suitable for the inspection of the hydrogen embrittlement fracture determination of the bolt.
3.2 Test method for hydrogen embrittlement fracture of bolts
3.2.1 Parallel bearing surface test method
The parallel bearing surface method is a hydrogen brittleness test method commonly used for general purpose bolts. In 2000, China adopted ISO 15330:1999 to establish GB/T 3098.17-2000 “Standard Support Surface Method for Preload Test of Hydrogen Embrittlement for Mechanical Properties of Fasteners”.
During the test, a set of bolts are mounted on the test fixture at the same time (as shown in Figure 3), and the nuts or bolts are tightened so that the stresses on the bolts are within the yield point or within the range of the breaking torque.
Keeping the load for more than 48 hours can also be continued without limitation. During the load-holding process, re-tighten to the initial stress or initial torque every 24h.
This method is used for the comparison of the degree of hydrogen embrittlement of the bolts. Bolts of different material states and different surface treatments are simultaneously mounted on the fixture, and the same stress or torque is applied to compare their resistance to hydrogen embrittlement. By comparison, the manufacturing process of the bolt is improved. The ultimate goal is to evaluate the effect of the manufacturing process on the hydrogen embrittlement of the bolt, but it does not determine if the bolt will exhibit hydrogen embrittlement.
3.2.2 Stress durability test
The purpose of this test was to evaluate the various brittle properties of fasteners, including delayed fracture of bolts for hydrogen embrittlement. During the test, a certain pre-stress is applied to the bolt. Under the action of permanent stress, if the part does not break brittlely, it means that the bolt will not undergo hydrogen embrittlement fracture.
The US Aerospace Standard NAS M “Fastener Test Method” and ISO/TC20/SC4 Standard ISO 7961:1994 “Bolt Test Method” all specify the stress endurance test method for externally threaded fasteners.
China’s national military standard GJB 715.12-1990 “fastener test method stress persistence” and aerospace industry standard QJ 1750-1989 “MJ threaded fastener bolt test method” also refer to these standards, the brittleness of the bolt is specified The corresponding test method.
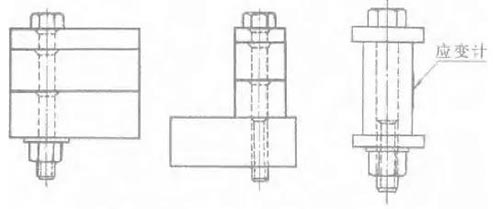
During the test, a load is applied to the bolt by the moment method, the elongation method, the direct external loading method or the strain gauge method, and the loading time is maintained. If the bolt does not break or break, the bolt will not be considered to have hydrogen embrittlement fracture. The test fixture is shown in Figure 4.
The magnitude of the applied stress and the length of the holding time are the key to the ability to test the identification. The greater the applied stress, the shorter the time required to delay the fracture, but the “minimum tensile load” of the bolt cannot be exceeded. Under normal circumstances, the applied stress can reach 75%~80% of the “minimum tensile stress”.
We can determine the optimal parameters (the magnitude of the applied stress and the holding time) of the hydrogen embrittlement fracture of the bolt through the test, and specify the requirements and methods of the hydrogen embrittlement test to the standard of the bolt to check whether the bolt will undergo hydrogen embrittlement. The basis for the break. If this technical measure is achieved, it will play an important role in controlling the hydrogen-brittle fracture of the bolt.
3.2.3 Hydrogen content measurement
Measuring the hydrogen content of the bolts helps to understand the hydrogen embrittlement resistance of the bolts. It is generally believed that hydrogen sulfide is likely to occur in alloy steel containing 5 ppm to 10 ppm of hydrogen. However, in engineering applications, it is difficult to use hydrogen content as a basis for determining whether hydrogen steel brittle fracture occurs in alloy steel bolts due to the shape, structural size and material defects. This has been proved by practical experience.
However, for titanium alloy bolts, controlling hydrogen content is the primary method for controlling hydrogen embrittlement fracture of bolts. Titanium alloy bolt standards at home and abroad require measurement of the hydrogen content of each batch of bolts. Both US military and international standards stipulate that the hydrogen content of titanium alloy (Ti6Al4V) bolts does not exceed 0.0125% (125ppm).
China’s aerospace industry standards are based on the state of domestic materials, which stipulates that the hydrogen content of titanium alloy (TB3) bolts should not exceed 0.015% (150ppm). Since the implementation of the standard for more than 10 years, the phenomenon of hydrogen embrittlement fracture of bolts in the range of 150 ppm has not been found.
Since the dissolution of hydrogen in the metal is a reversible process, it is necessary to completely extract the dissolved hydrogen as much as possible in the measurement of the hydrogen content. There are many methods for extraction, and the standard requires vacuum melting or vacuum extraction. The specific procedure is that after the metal sample is crushed into a powder, it is heated to a high temperature of 2000 ° C or higher to allow rapid precipitation of hydrogen.
In order to ensure the accuracy of the measured hydrogen content, the sample preparation must be kept pure, remove foreign matter on the surface of the bolt, including the lubricating layer. We know that the lubricating layer generally contains high molecular organic compounds (such as epoxy resin, phenolic resin, etc.), and the basic components of these materials are hydrocarbons.
These hydrocarbons do not decompose at normal temperature, but at temperatures above 2000 ° C, hydrocarbons decompose to precipitate hydrogen, which greatly increases the measured value of hydrogen. In addition, the bolt has the largest amount of head deformation during processing, the hydrogen absorption tendency is the most serious, and the hydrogen content of the bolt head is the highest. When measuring the hydrogen content, it must be sampled at the bolt head.
4. Technical approach to prevent hydrogen-brittle fracture of alloy steel bolts
In order to solve the problem of hydrogen embrittlement of bolts, many countries in the world have adopted many methods, mainly including:
(1) Strict dehydrogenation treatment of the steel bolts after plating;
(2) Bolt plating uses a low hydrogen embrittlement plating process;
(3) The surface protection is not electroplated, and the coating method without hydrogen embrittlement is adopted;
(4) Bolts are made of high-strength corrosion-resistant steel, and the surface is not plated. Specific steps are as follows.
4.1 Normal plating, strict hydrogen removal
Using the reversibility of hydrogen in the metal, dehydrogenation of the electroplated bolts is an important method to slow hydrogen embrittlement or eliminate hydrogen embrittlement.
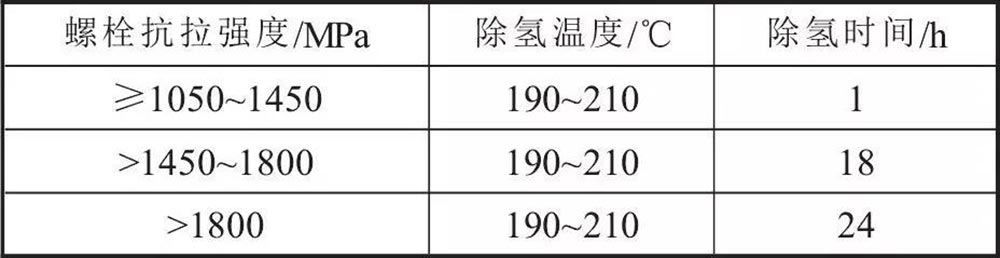
During processing, the plated steel bolts are placed in an oven for heating. The baking temperature is about 200 ° C, and the baking time varies depending on the strength of the steel. The higher the strength, the longer the baking time. The hydrogen in the bolt material forms a hydrogen overflow at a high temperature to achieve the purpose of hydrogen removal.
According to the relevant standards of the aerospace industry (QJ 452-1988 “Technical Conditions for Zinc Coating”, QJ 453-1988 “Technical Conditions for Cadmium Coating”), bolts with tensile strength greater than 1050 MPa cannot be subjected to strong pickling before plating, but should be used. Wet pickling or sand blasting to remove surface oxides; hydrogen removal treatment within 4 hours after plating, the temperature and time of hydrogen removal are shown in Table 1.
In order to improve the hydrogen removal effect, according to the provisions of ISO 9587 “Metal and other inorganic coatings to reduce the risk of hydrogen embrittlement risk of steel products,” the parts should be subjected to stress relief and tempering before plating. The specific provisions are in accordance with QJ 451-1988. The requirements for quality control technical requirements for zero (part) parts before plating are shown in Table 2.
It should be noted that the above-mentioned process requirements for electroplating and hydrogen removal appear in the standards of the aerospace and aviation industries. The electroplated bolts produced in the aerospace and aviation industries will have stricter hydrogen removal guarantees. In addition, as the strength of the bolt increases, hydrogen absorption is easier and hydrogen removal is more difficult.
In fact, for bolts above 1300 MPa, the occurrence of hydrogen embrittlement fracture cannot be prevented by normal hydrogen removal. For the electroplated bolts with a strength class of 1100 MPa, hydrogen embrittlement fracture can be completely prevented by strict electroplating and hydrogen removal processes.
4.2 Low hydrogen embrittlement plating
According to the Catalogue of Processes for the Prohibition of Space Products, the alloy steel bolts with tensile strength greater than 1300 MPa are not allowed to be electrogalvanized or galvanized, but low hydrogen embrittlement plating is allowed.
Low-hydrogen embrittlement electroplating is a process developed in the 1960s and 1970s for hydrogen embrittlement of aircraft parts, including low-hydrogen embrittlement cadmium plating, low-hydrogen embrittlement cadmium-plated titanium, and low-hydrogen embrittlement galvanizing.
Low-hydrogen embrittlement plating requires stress-relieving and tempering before plating. Instead of pickling with strong acid, sandblasting can be used to remove oxide scale and surface dirt, or vacuum heat treatment does not produce scale.
In the electroplating process, on the one hand, the plating solution is adjusted, and on the other hand, by reducing the voltage, the current density is strictly controlled, and the adsorption amount of the hydrogen particles is reduced. The subsequent process also requires strict baking to remove hydrogen, and the hydrogen removal time is at least 18h.
4.3 Coating with no hydrogen embrittlement
In the 1970s and 1980s, the United States, Germany, France, Japan and other countries have developed some hydrogen-free brittle coatings. These coatings do not require cathodic electrodeposition, and there is no hydrogen absorption process for the part, thus becoming a “hydrogen-free brittle coating.” Can be used for fasteners: mechanical galvanizing, powder galvanizing, zinc chrome coating (ie Dacromet coating), etc., the most widely used should be Dacromet coating.
4.3.1 Mechanical plating
As early as the 1980s, China’s automobile industry introduced German technology to mechanically galvanize and solve the hydrogen embrittlement fracture problem of spring washers. At that time, the mechanical industry standard JB/T 8928-1999 “Steel of Mechanical Parts Machinery” was released. The standard stipulates that this coating does not allow “red rust” after a 140h neutral salt spray test.
On the basis of studying foreign advanced technology, aerospace research institute has developed mechanical galvanized tin-aluminum alloy technology. In order to avoid hydrogen embrittlement, sand blasting is used to remove surface scale before coating. When coating, the prepared coated metal powder is mixed with the glass ball, and is ground in water to “cold” the metal powder on the surface of the part by mechanical impact force.
Since this process avoids the electrodeposition process, there is no hydrogen absorption environment, and the hydrogen embrittlement of the parts is not caused, so it is a hydrogen-free brittle coating process. The corrosion resistance of the film layer meets the requirements of the corresponding thickness of zinc plating or cadmium plating, that is, no “white rust” occurs after 96 hours of neutral salt spray test.
Therefore, this process can be used to replace the electroplating process to prevent hydrogen embrittlement, and is currently mainly used for elastic parts. The main problem with this process is that the bonding strength of the coating needs to be further improved and improved.
4.3.2 Powder zinc infiltration
The mechanism of powder zinc infiltration is to place the zinc powder and the steel parts in a closed vacuum vessel and heat them to about 400 ° C to diffuse the active zinc atoms into the surface layer of the steel parts, and at the same time, some of the iron atoms diffuse from the inside to the outside. A layer of zinc-iron alloy is formed on the surface layer of the part, that is, a zinc-plated layer.
Powder zinc infiltration does not have a hydrogen absorption environment throughout the process and does not cause hydrogen embrittlement. The thickness of the zinc-plated layer can be controlled from 10 μm to 110 μm, and generally 25 μm to 40 μm, instead of the zinc plating layer. The zinc-plated layer has good wear resistance, corrosion resistance and high temperature resistance. The maximum working temperature can reach 600 °C, and the corrosion life can reach 20 years in the atmospheric environment.
The most important feature of zinc infiltration is the thickness of the plating layer, which is especially suitable for threaded parts that do not require a plating gap. Widely used in fasteners, structural parts, castings, etc. in transportation, electric power, construction, shipbuilding and marine engineering industries. This surface treatment process is also used for the bolts of the ground equipment system of aerospace products.
4.3.3 Zinc-chromium coating
The zinc-chromium coating is known as the Dacromet coating, also known as the “electrolytic sheet-like zinc powder coating.” Because zinc-chromium coating has excellent corrosion resistance and no hydrogen embrittlement, it has been rapidly promoted and applied worldwide. China has been tracking zinc-chromium coating technology since the 1990s.
Over the past 10 years, zinc-chromium coating technology has developed rapidly, and has spread from the automotive industry to the power, railway, construction, aviation, weapons, aerospace and other industries. Some of the aerospace models also use zinc-chromium coating technology. Surface protection.
In 2000, China issued GB/T 5267.2-2000 “Non-electrolytic zinc sheet coating for fasteners” (equivalent to ISO 10683:2000). In 2002, GB/T 18684-2002 “Technical Conditions for Zinc Chromium Coating” was formulated, and the technical requirements and test methods for zinc-chromium coating were specified.
Zinc-chromium coated water The zinc-based chromium salt solution consists of two components.
The first component is mainly metal powder, deionized water and ethylene glycol, etc., wherein the metal powder is a mixture of zinc powder and aluminum powder, and the zinc powder and the aluminum powder have a chip diameter of 10 μm to 15 μm and a thickness of 0.1 μm to 0.5 μm. The flakes.
The second component is a nickel salt, a chromic acid compound, a boric acid compound, or the like. When used, the two components are mixed in a certain proportion to form a water-based zinc-based chromic acid slurry.
The coating process is: first degreasing and blasting the parts to remove surface oxides; then immersing the parts in the prepared slurry; removing them and drying them on a centrifugal dryer; finally drying them in an oven at about 300 ° C dry.
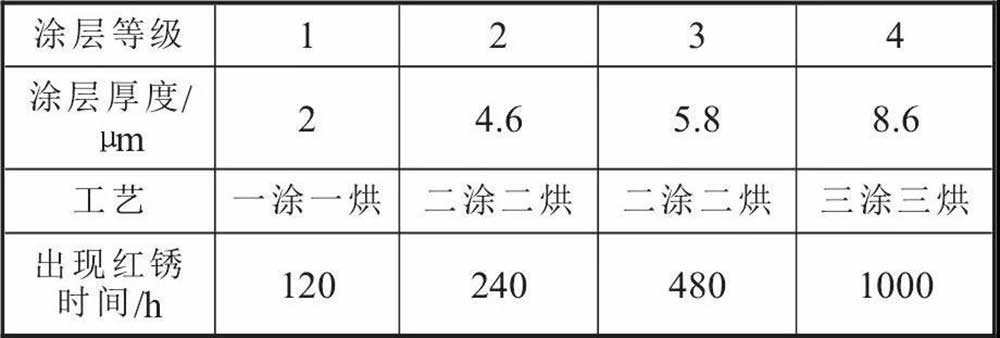
The outstanding advantage of the zinc-chromium coating is its excellent corrosion resistance, especially in the salt spray environment, which is far superior to the cadmium coating. It is generally stipulated that the white rust should not appear in the plating layer after 96h salt spray test, and the time when the coating does not appear red rust through the neutral salt spray test is shown in Table 3.
The biggest disadvantage of the zinc-chromium coating is that the adhesion strength is not as good as that of the plating layer, but it is enough to be used as a protective layer for the fastener, which is one of the reasons why the coating can be rapidly developed.
In addition, the zinc-chromium coating will precipitate a harmful substance such as hexavalent chromium (Cr+6) in a humid environment. The European Commission has implemented the Ro HS Directive prohibiting the entry of hexavalent chromium articles into the European market.
To this end, countries have carried out zinc-chromium coating technology without hexavalent chromium, and China has made significant progress, and developed many Dacromet coatings without hexavalent chromium. However, since the uniform detection standard has not been formed, the detection cost is relatively expensive, and the improved zinc-chromium coating technology has not been well promoted.
4.3.4 Manufacturing bolts from corrosion resistant materials
On aerospace vehicles in Europe and the United States, a large number of medium and high-strength bolts are manufactured using materials that do not require electroplating. These materials are:
(1) an iron-based alloy A286 having a strength class of 1100 MPa;
(2) Nickel-based alloy waspaloy with a strength class of 1250 MPa;
(3) Nickel-based alloy inconnel 718 with a strength class of 1550 MPa;
(4) Nickel-cobalt alloy MP35N with a strength class of 1800 MPa;
(5) Precipitation hardening stainless steel 15-5PH and the like.
Bolts made of low-alloy steel, such as the 8740 and 4340 alloy steels of the United States, with strength grades up to 1100 MPa and 1250 MPa, are used for normal cadmium plating or low hydrogen embrittlement cadmium plating. The strength grade of alloy steel H11 can reach 1550MPa and 1800MPa. Generally, electroplating has been unable to avoid hydrogen embrittlement.
According to the relevant information, their surface is usually treated with vacuum cadmium without hydrogen embrittlement. Vacuum cadmium plating does not produce hydrogen embrittlement, but the process is expensive, and cadmium plating cannot be used in a vacuum environment, and its use on satellite spacecraft is limited.
4.4 Manufacture of bolts from high-strength, corrosion-resistant steel
In combination with domestic conditions, the following materials can be considered for the manufacture of high-strength bolts.
4.4.1 Bolts with tensile strength around 1100 MPa
The materials used to make the bolts with tensile strength around 1100 MPa are stainless steel 1Cr17Ni2 and high temperature alloy GH2132.
1Cr17Ni2 is a commonly used martensitic-ferritic stainless steel. The material has good corrosion resistance, machinability and cold stamping properties. It can be used to manufacture bolts or to form bolts by cold heading. After heat treatment, the tensile strength can reach 1080 MPa~1270 MPa, and the elongation δ5 is not less than 10%. The surface of this stainless steel bolt can be passivated.
GH2132 (corresponding to the foreign grade A286) is an iron-based superalloy with excellent corrosion resistance, high temperature performance and ultra-low temperature performance. It has high yield strength, long-lasting strength and creep strength at high temperatures below 650 °C.
In the heat treatment state, the tensile strength (normal temperature) is 920 MPa or more, and δ5 is not less than 15%. High-quality (YZ) GH2132 alloy is developed on the basis of GH2132. The strength after heat treatment can reach more than 1033 MPa. If proper cold deformation is added, the strength can be further improved.
GH2132 is used not only for normal temperature, but also for high temperature (650 ° C) and low temperature (-196 ° C). In order to facilitate the manufacture of fasteners, the Institute of Aeronautical Materials has also developed the enterprise standard Q/3B 4071-1992 “YZGH2132 alloy bar for high temperature fasteners”.
4.4.2 Bolts with tensile strength around 1500 MPa
Alloys with a tensile strength of up to 1500 MPa are mainly high-strength stainless steel and high-temperature nickel-based alloys.
High-strength stainless steel 0Cr12Mn5Ni4Mo3Al is a low-nickel alloy independently developed by China in the 1960s and 1970s, commonly known as “69111”.
The alloy belongs to a semi-austenitic precipitation hardening stainless steel with controlled phase change, and its corrosion resistance is between austenitic stainless steel and martensitic stainless steel. After proper heat treatment (including cryogenic treatment), the tensile strength can reach 1600 MPa or more, the elongation δ5 can reach 14% or more, and the section shrinkage ratio (ψ) can reach 50% or more.
It can be seen that the 69111 material not only has high strength, but also has good plasticity and toughness under high-strength state. The tensile-pull fatigue performance is comparable to that of the high-temperature alloy GH4169, and it can be an ideal material for manufacturing ultra-high-strength bolts.
At present, the alloy has been used in aerospace products for pipe joints, cockpit structural parts, engine boom bolts, spring parts, spring washers, retaining rings, and the like. The working temperature does not exceed 350 °C. At present, Shanggang No. 5 Plant has established a bar enterprise standard that can manufacture bolts. The sample of the 69111 bolt is shown in Figure 5 (a).
The superalloy GH4169 is a nickel-based alloy which is precipitated and hardened by a body-centered γ′′ phase and a face-centered cubic γ′ phase, similar to the foreign Inconel 718 alloy.
It has good comprehensive performance in the range of -253°C~+700°C. The yield strength below 650°C is the first in various high-temperature alloys, and it has good fatigue resistance, radiation resistance, oxidation resistance and corrosion resistance. Good processing properties, long-term tissue stability, is a commonly used material in the aerospace industry, and can also be used to manufacture a variety of complex shapes (including fasteners).
After normal enthalpy and solution treatment, GH4169 alloy can achieve tensile strength at room temperature above 1280MPa, elongation (δ5) of more than 15%, and good plasticity; if proper cold deformation is added The process (reduction rate is 12%~30%), the tensile strength of the material can be increased to above 1550MPa, and the elongation (δ5) is above 8%.
The Aviation Materials Research Institute has developed a special enterprise standard Q/6S1034-1992 “GH4169 alloy bar for high temperature fasteners” for fasteners. It can be seen that the manufacture of high-strength bolts with GH4169 is a technological development trend. In addition, GH4169 has excellent high temperature performance and ultra-low temperature performance, and is an ideal material for manufacturing high temperature bolts and ultra-low temperature bolts.
Therefore, the use of GH4169 to manufacture bolts not only completely avoids the hydrogen embrittlement of bolts, but also solves the problem of adaptability of bolts to high and low temperature environments.
From the results of preliminary tests, the tensile strength of GH4169 after heat treatment can reach more than 1450MPa. The GH 4169 bolt sample is shown in Figure 5 (b).
5. Hydrogen embrittlement and preventive measures of titanium alloy bolts
5.1 Source and form of hydrogen Titanium alloy is a common material for aerospace bolts and is also a material sensitive to hydrogen. In general, the sources of hydrogen in titanium alloy bolts are:
(1) Titanium alloy smelting process (including hydrogen in hydrogen sponge, hydrogen-containing compounds, and hydrogen or hydrogen atmosphere brought into by smelting, casting, etc., which is the main channel for hydrogen to enter titanium alloy bolts);
(2) The titanium alloy is exposed to a hydrogen-containing or water-containing atmosphere or a quenching medium during the heat treatment;
(3) The bolt is exposed to a hydrogen-containing medium during processing, including water vapor, mold release lubricant, coolant, etc.;
(4) The bolt is exposed to a hydrogen-containing medium during degreasing, pickling, electrolytic processing, and the like.
The hydrogen in the gas phase cannot penetrate into the titanium alloy in a molecular state, and can only enter the titanium alloy by being partially decomposed or ionized on the surface of the titanium. After hydrogen is in contact with the surface of the titanium alloy, a series of processes such as physical adsorption, chemical adsorption, diffusion, absorption, and chemical reaction occur.
The rate at which the hydrogen atoms dissociated by the molecules diffuse into the interior of the titanium alloy is much higher than the diffusion rate of elements such as nitrogen, oxygen, and carbon. When the hydrogen in the titanium reaches saturation, a brittle hydride (Ti H) is formed. The hydrogen atoms diffused into the titanium are generally present in a solid solution state or a hydride form.
The microcracks, inclusions, pores, etc. inside the material are all areas where hydrogen accumulates, and the tip of the microcrack is where hydrogen is most concentrated. Dislocations, grain boundaries, precipitated phases, inclusions, phase interfaces, and the like, as well as the roots of the notch, the tip of the microcrack, and other areas with high stress concentrations, are more likely to form local hydrogen segregation.
5.2 Two types of titanium alloy hydrogen embrittlement
The first type of hydrogen embrittlement is due to the irreversible hydrogen embrittlement caused by the high internal hydrogen content of the metal. Before the material is subjected to the load, there is already a source of fracture inside the material, and the stress accelerates the crack propagation. Since the crack has already formed, the removal of hydrogen does not help. A typical form of such hydrogen embrittlement is hydride hydrogen embrittlement.
The so-called hydride hydrogen embrittlement, that is, the presence of titanium hydride (Ti H) makes the alloy brittle. The hydrogen-containing β-titanium precipitates Ti H during eutectoid decomposition, and the hydrogen-containing α-titanium also precipitates Ti H upon cooling.
Hydride hydrogen embrittlement has the following characteristics:
(1) has obvious defect sensitivity and increases with decreasing temperature;
(2) The solubility of hydrogen in α-titanium is much smaller than that in β-titanium (about one-fifth of that of β-titanium). Low-level hydrogen will reduce the impact toughness of α-titanium. Or (α + β) titanium is much smaller;
(3) Hydrogen embrittlement fracture occurs only when it is rapidly deformed, and does not show hydrogen embrittlement when subjected to low speed stress or static load. Therefore, this hydrogen embrittlement is also called “impact hydrogen embrittlement”.
The second type of hydrogen embrittlement is related to deformation speed and stress. Some of the hydrogen embrittlement is reversible, and some hydrogen embrittlement is irreversible. Reversible hydrogen embrittlement is present in α+β duplex titanium alloys (such as TC4) and is a complex hydrogen embrittlement phenomenon.
When the hydrogen content of the titanium alloy does not exceed the limit solubility, that is, hydrogen is in a solid solution state. At this time, in the case of low-speed deformation (slow loading or continuous static load), a sudden break occurs after a period of time, the so-called “delayed fracture”.
When the material is re-tested after the material is destroyed, the material still has normal strength and plasticity. This is called “reversibility.” Irreversible hydrogen embrittlement belongs to hydride hydrogen embrittlement. If the hydrogen content in the titanium alloy is not too high, the equilibrium structure of the alloy at room temperature will be a hydrogen solid solution and a hydride.
The hydrogen solid solution is quenched to form a supersaturated hydrogen solid solution, and the hydrogen atoms in the supersaturated solid solution are precipitated by low-stress slow deformation or under a long static load to form titanium hydride Ti H, thereby causing hydrogenation. Hydrogen embrittlement fracture.
5.3 Technical measures to prevent hydrogen embrittlement fracture of titanium alloy bolts
According to the hydrogen embrittlement mechanism of titanium alloy bolts, the basic direction of preventing hydrogen embrittlement fracture of titanium alloy bolts should be to strictly control the hydrogen content in the bolt material. Specifically controlled from the following aspects.
5.3.1 Strictly control the hydrogen content of raw materials
The hydrogen in the titanium bolt is mainly derived from the smelting process of the raw material. Therefore, the hydrogen content of the raw material must be strictly controlled. When the material is re-inspected, it cannot be only tested for mechanical properties, and the hydrogen content must be re-inspected to ensure the use. The hydrogen content of the titanium alloy material produced meets the requirements of the corresponding material standards.
5.3.2 Control of hydrogen contamination during bolt manufacturing
Bolts require pressure processing such as drawing, extrusion, upsetting, etc. during the manufacturing process, and require heat treatment such as heat treatment, cleaning, and surface anodizing. In these processes, bolt semi-finished products inevitably come into contact with lubricants and acid substances, causing hydrogen contamination on the surface of the bolts, and hydrogen infiltration occurs.
In order to prevent hydrogen brittle fracture of bolts, bolts should strive to take effective measures to reduce hydrogen pollution during the manufacturing process. For example, the bolt blank after the pressure processing is cleaned as much as possible, and the acidic solution is not used when removing the dirt on the surface of the bolt.
5.3.3 Strictly check the hydrogen content of finished bolts
Before the titanium alloy bolts are shipped from the factory, the hydrogen content of the bolts must be tested. When purchasing, the hydrogen content should be re-inspected. The purpose is to ensure that the hydrogen content of the bolts meets the requirements of the bolt standards.
In view of the fact that alpha titanium is more sensitive to hydrogen embrittlement than beta titanium, the hydrogen content of high strength duplex titanium alloys (such as TC4) should be more strictly controlled and should not exceed 125 ppm. For beta titanium (such as TB3), it should not exceed 150ppm. From the experience of more than 10 years of implementation of the TB3 titanium alloy bolt aerospace industry standard, it has not been seen that the hydrogen embrittlement fracture of the bolt has not occurred according to the control of hydrogen content at 150 ppm.
For the sake of safety, and from the feasibility of the prior art, it is preferable to control the hydrogen content of the β titanium alloy to within 125 ppm, which is consistent with the international Ti-6Al-4V bolt hydrogen content index.
If the test result exceeds the requirements of the bolt product standard, the hydrogen content can be reduced by high-temperature vacuum dehydrogenation, but the number of hydrogen removal cannot exceed one time, otherwise the overall performance of the material will be affected.
In short, the hydrogen embrittlement fracture of metallic materials is a complex physical and chemical process. There are still some problems that need to be discussed. However, as long as you understand the basic mechanism and laws of hydrogen brittle fracture of bolts, and take necessary precautions, you will be able to prevent the hydrogen embrittlement fracture of bolts and ensure the safety of aerospace model products.
HY-industry is qualified Nickelalloy&cobalt alloy materials supplier.
We have more than twenty years experience in kind of High temperature alloy production.
Inconel 718, Monel 400,Stellite 6,Stellite 12,Incoloy 800ht,Incoloy 901,Nimonic 80A,Kovar,Invar 36,Inconel 625,Hastelloy C276, Incoloy 825 are mature productes of us.
When you want to know more about our products, please contact us:


 In 1916, the presence of hydrogen in steel was found to reduce some of the mechanical properties of steel. With the advent of the ammonia synthesis process and the use of ammonia synthesis towers, accidents occur frequently, and the interaction between hydrogen and steel at high temperature and high pressure has led to the study of hydrogen corrosion.
In 1916, the presence of hydrogen in steel was found to reduce some of the mechanical properties of steel. With the advent of the ammonia synthesis process and the use of ammonia synthesis towers, accidents occur frequently, and the interaction between hydrogen and steel at high temperature and high pressure has led to the study of hydrogen corrosion.