Shanghai HY Industry Co., Ltd is professional manufacturer for superalloy, HY has 20 years craftsman spirit , Superalloy solution expert,Qualified supplier for GE & Siemens .
Summary of welding process of nickel-copper alloy MONEL 400 (HY-industry technical centre)
Nickel-copper alloy B165 UNS N04400 (MONEL 400) is one of the few metals that are resistant to fluorine, hydrofluoric acid, hydrogen fluoride or their derivatives. It is also very resistant to corrosion in caustic soda. It has similar cavitation corrosion resistance to copper-based alloys in seawater environment. It is better in sulfuric acid, hydrochloric acid and other environments, especially in the absence of air. It has excellent corrosion resistance. Sexual and strong oxidation resistance, a wide range of chemical equipment, but nickel-copper alloy welding performance is poor, prone to hot cracks, pores, unfused and other defects. In this paper, the material properties, welding processes, defects and control and management of the nickel-copper alloy are summarized in detail.
Key words:
nickel-copper alloy welding; hot crack; pore; unfused; process
Foreword: Nickel-copper alloy B165 UNS N04400 (MONEL 400) is an ideal metal material in various harsh and corrosion-resistant environments in the fields of chemical, petrochemical, non-ferrous metal smelting, aerospace and nuclear industries. This project is the welding of the Shenhua Group sulfur recovery unit. The pipes and fittings of this material are all supplied by HY-Industry. The medium in the pipe is oxygen, and the welding requirements are extremely strict.
Physical and chemical properties analysis: Nickel-copper alloy B165 UNS N04400 (MONEL 400) is a single-phase solid solution Ni-Cu alloy. It is based on the addition of nickel to the nickel element. It has good corrosion resistance in many media environments. Performance, from mild oxidizing medium environment to neutral environment to suitable reducing environment, has good corrosion resistance, although it has good resistance to chloride stress corrosion cracking, but it is exposed to mercury or moisture. Stress corrosion cracking occurs in the environment of hydrogen fluoride gas, and attention should be paid to stress relief heat treatment of the material. Its chemical composition and mechanical properties are shown in Table 1 and Table 2.
Table 1:Monel 400 Chemical composition
Alloy
%
Ni
Cu
Fe
C
Mn
Si
S
Monel 400
Min.
63
28
Max.
34
2.5
0.3
2
0.5
0.024
Table 2:Monel 400 Alloy minimum mechanical properties in the room temperature
Alloy state
Tensile strength
Rm N/mm²
Yield strength
R P0. 2 N/mm²
Elongation
A 5 %
Monel 400
480
170
35
3 welding performance analysis:
Compared with low carbon steel and stainless steel, the welding of nickel-copper alloy B165 UNS N04400 (MONEL 400) has similar problems in the welding of austenitic stainless steel, such as welding hot cracks, weld porosity and the like. Among the nickel and nickel-based metals, especially the nickel-copper alloy B165 UNS N04400 (MONEL 400), like pure nickel, it is prone to incomplete penetration during the welding process.
4 welding defect type:
4.1 Welding hot crack
Nickel-copper alloy B165 UNS N04400 (MONEL 400) There are more low melting point metal eutectics and nonmetal eutectics in the binary eutectic of nickel and iron. In particular, the melting point of sulfur and phosphorus eutectic is much lower than that of ferronickel (Ni-S is 645 ° C, Ni-P is 880 ° C), and the liquid film of the low melting point eutectic remains in the grain boundary zone during the weld crystallization. At the same time, the nickel-copper alloy B165 UNS N04400 (MONEL 400) has a large coefficient of linear expansion, and tends to have large stress during welding. The liquid film of the low-melting eutectic in the weld crystallization is prone to cracking and forming heat under the action of shrinkage stress. crack.
4.2 Welding vents
Nickel-copper alloy B165 UNS N04400 (MONEL 400) has a small solid-liquid phase temperature spacing and low fluidity. During the rapid cooling and solidification crystallization of the weld, the gas does not come out easily and easily produces pores in the weld. Compared with low carbon steel and low alloy steel, oxidizing gas has a higher probability of forming pores in the weld, but it has certain sensitivity to hydrogen pores when the reducing property is large. Especially in the horizontal and overhead welding positions, the gas is less likely to escape from the weld, so the probability of occurrence of welding in the fixed port is greater. Nickel-copper alloy B165 UNS N04400 (MONEL 400) has high requirements for cleanliness. If the oil, rust, paint, etc. in the groove and the wire are not cleaned during the welding process, not only will the welding hot crack occur, but also A lot of pores. Insufficient gas purity or improper flow is also a major cause of porosity.
4.3 Not welded
Due to the poor fluidity of the nickel-copper alloy B165 UNS N04400 (MONEL 400) bath, the droplets cannot be transferred to the desired position in time during the welding process. Specially, when the argon-arc welding bottom is closed, a deep crater is formed in the root to affect the perspective. At this time, the flow rate of the argon gas on the back side must be appropriately increased, and the welding spot current is appropriately increased so that the droplet can smoothly transition to The required position, but the current should not be too large, too much current may cause hot cracks in the weld.
5 welding process
5.1 Selection of welding methods
Nickel-copper alloys can generally be fabricated by manual tungsten argon arc welding, manual electrode arc welding, molten inert gas shielded welding, or by submerged arc automatic welding. However, in order to ensure the welding quality of the pipeline, we use the welding method of full manual tungsten argon arc welding. Due to the poor flowability of the weld metal of nickel-copper alloy B165 UNS N04400 (MONEL 400), the welder is required to be skilled in operation, the arc length is as short as possible, and the droplet is accurately and timely delivered to the required position. Control the line energy to avoid overheating in the weld zone. Do not increase the wire energy to increase the weld penetration.
5.2 Selection of welding materials
The selection of welding materials should be based on the chemical composition, mechanical properties, use conditions and welding conditions of the welding. The welding of the same material is easy to use the same welding material as the base metal alloy. If there is no corrosion resistance requirement, the welding material different from the base metal alloy may be selected, but the welded joint has the performance requirement. Welding with austenitic stainless steel (316L) should be considered in terms of weld strength, corrosion resistance, coefficient of linear expansion, high temperature performance, weld cracking and porosity sensitivity. Welding of the same kind of nickel-copper alloy B165 UNS N04400 (MONEL 400), the welding wire is made of ERNiCu-7; the welding of nickel-copper alloy B165 UNS N04400 (MONEL 400) and TP316L, the welding wire also uses the chemical composition and melting of ERNiCu-7 welding wire. See Table 3 and Table 4 for the mechanical properties of metallizing. Argon gas should be used as the shielding gas in the welding torch and tube. To avoid the adverse effect of gas on the weld performance, ensure that the argon gas is not less than 99.99%.
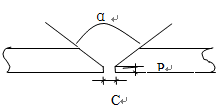
5.3.1 Preparation of welding groove When welding, due to the low permeability of nickel-copper alloy, and the welding process can not increase the weld line penetration by increasing the welding line energy, so choose large The groove angle and the joint form of the small blunt edge, as shown in Fig. 1, the groove angle α=80±5°, the blunt edge p=0.5~1.5mm, the group pair gap с=1.8~2.1mm;
5.3.2 Cleaning of weldments
The success of cleaning is one of the main conditions for welding nickel-copper alloy. Lead, sulfur, phosphorus and some low melting point elements can increase the hot cracking tendency of welding and the generation of welding pores. Therefore, the pair of weldments should be cleaned within 50 mm of each side of the groove. The oil can be degreased by steam. For paints and other impurities that are insoluble in degreaser, it can be cleaned with a cleaning agent such as methyl chloride or alkali. The marking ink can be removed with methanol. The debris pressed into the surface of the weldment can be ground, shot or 10 Wash with % hydrochloric acid solution. It is rinsed with water and can be welded after drying. Stainless steel brushes can be used during the cleaning process to avoid iron contamination. Not only that, the wire used should be sanded before the welding to expose the metallic luster.
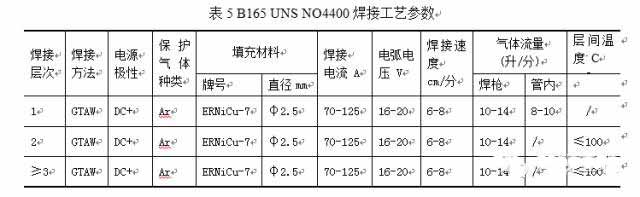
5.4 welding process parameters
Arc characteristics: manual tungsten argon arc welding – direct current connection; tungsten material: tantalum tungsten; tungsten diameter: Φ2.5mm; nozzle diameter: Φ14mm; interlayer temperature ≤ 100. C, according to the welding procedure guide and welding process evaluation test results, the actual welding process parameters are as follows:
5.5 welding operation
5.5.1
GTAW ≥ 2m / s on the construction site, temperature below 0 ° C, rain and snow days and relative humidity greater than 90%, no wind protection measures are prohibited.
5.5.2
For small diameter pipes, measures such as adding cooling copper blocks on both sides of the weld or wiping the sides of the weld with a damp cloth should be adopted in the welding to reduce the high temperature residence time of the weld and increase the cooling speed of the weld.
5.5.3 Manual U-argon arc welding used for spot welding and bottom welding must be filled with argon. The purity of argon must be ≥99.99%.
5.5.4 Positioning welding
The number of positioning solder joints cannot be less than three points, and each length is about 10 mm.
In order to avoid stress concentration, symmetrical spot welding should be used for tack welding to minimize the fixed weld and avoid forced pairing.
The positioning weld must be penetrated. If there are defects such as cracks and pores on the weld, the section must be ground away and the welded seam of this section must be re-welded. It is not allowed to be repaired by remelting.
5.5.5 bottom welding
Wire feeding The wire is fed back into the molten pool in the argon arc protection zone. Because of the poor flowability of the molten nickel-copper alloy, the wire must be slightly faster, agile, and accurately deliver the droplets to the desired location. During the entire welding process, the heated end of the wire cannot leave the molten pool argon protection zone to avoid oxidation and affect the welding quality.
Arcing The gas pool must be protected by a welding torch for about 20 seconds.
5.5.6 Filling and covering
The welding project should be kept clean and the layers should be cleaned.
The temperature between the layers should be controlled. After each layer is welded, the temperature of the weld bead can be measured by the temperature pen. The temperature between the layers is less than 100 °C. At the time, the next layer of welding is performed. In the absence of post-measurement, the temperature can be measured by hand so that the weld bead is not hot.
When filling with the first pass of argon arc welding, the tube must be continuously filled with argon protection, and the number of argon filling times is not less than 2 times.
During the welding operation, try to use small line energy, short arc welding, low interlayer temperature, and multi-layer multi-pass welding.
Arc welding is strictly prohibited on the surface of the weldment, and arcing and arc extinction shall not be carried out on the surface of the weldment. The arc pit shall be filled when welding is extinguished, and the crater defect shall be ground.
5.5.7 Post-weld inspection After welding, the slag and surface spatter on the surface of the weld shall be cleaned up in time. The welds should be in good condition and the weld height should be controlled between 0.6 and 2.0 mm. After the appearance inspection is passed, the weld is subjected to 100% RT test.
6 Welding process control
The welding of nickel-copper alloy must strictly control the welding process. In order to meet the welding requirements and improve the welding quality, the following control measures are specially formulated:
Before the welder is trained, special training and examinations are required. After the test is passed and the technical basis is applied, the welder can be welded.
After each pair of welds is paired, it must be confirmed by the inspector and the supervisor before welding.
The welder must make a welding construction record during the welding process, and the interlayer temperature should be controlled at 100. Within C.
After the welding is completed, the welder shall promptly remove the slag, splash, crater crack and anti-splash paint, and conduct self-inspection on the appearance quality of the weld. The quality inspectors shall inspect according to the self-inspection record, and shall be in the single line after passing the inspection. The weld mark is marked on the drawing.
If the weld is not qualified after non-destructive testing, the inspection department issues a “weld rework notice” and points out the exact defect location. The weld liaison informs the welder to rework and rework the rework according to the specifications.
When rework is performed on a weld that is still unqualified after one rework, the quality assurance engineer organizes a professional to discuss and analyze the cause, select a qualified welder to weld, and make a rework record.
The number of weld repairs in the same part should not exceed two. If the rework is repeated, the cause should be analyzed, measures should be taken, and the approval of the welding engineer should be obtained before the repair can be carried out.
7 Conclusion
According to the above analysis, the nickel-copper alloy B165 UNS N04400 (MONEL 400) has poor weldability, and the process measures must be strictly implemented to ensure the best performance of the joint. In the welding, special attention should be paid to the following aspects.
The impact of the welding environment. Our welding construction is mostly under unfavorable environmental conditions, unreasonable welding position, wind, rain, snow, dust, etc. will have an adverse impact on the welding quality. Therefore, construction management must be thoughtful and meticulous. The groove must be cleaned up before welding. The welding of nickel-copper alloy B165 UNS N04400 (MONEL 400) has a high degree of cleanliness of the pipe and does not guarantee cleanliness, so the quality of the weld cannot be guaranteed.
Welding line energy and interlayer temperature must be strictly controlled during the welding process. Welding method of small current, low voltage, fast welding speed and multi-layer multi-pass welding is easy to use.
Pipe welding must be performed by experienced welders. Because the nickel-copper alloy B165 UNS N04400 (MONEL 400) has poor weldability, the welder should not be mastered. This project has 100% RT inspection of the weld, requiring the welder to have strict technical requirements. The welding engineer and the weld inspector are inspecting and guiding the welding work at any time.
HY-industry is qualified Nickelalloy&cobalt alloy materials supplier.
We have more than twenty years experience in kind of High temperature alloy production.
Monel 400,Stellite 6,Stellite 12,Incoloy 800ht,Nimonic 80A,Kovar,Invar 36,Inconel 625,Hastelloy C276, Incoloy 825 are mature productes of us.
When you want to know more about our products, please contact us: