
Welding technology of nickel-chromium-iron alloy Incoloy 825 (Shanghai HY Industry Co., Ltd-marketing department)
Overview
Incoloy825 pipeline, the specification is Φ168.3*3.4, the material is ASTMB423-NO08825, it is nickel-chromium-iron corrosion-resistant alloy steel, and its main chemical components are as follows:
Chemical composition of nickel-chromium-iron alloy Incoloy 825
Chemical composition |
C |
Si |
Mn |
P |
S |
Al |
Cu |
Cr |
Ni |
Mo |
Ti |
Fe |
Incoloy 825 |
0.016 |
0.34 |
0.74 |
0.018 |
0.0005 |
0.114 |
1.86 |
22.14 |
38.53 |
3.10 |
0.8 |
32.17 |
Incoloy 825 welding performance analysis
1. nickel-chromium-iron alloy Incoloy 825 is easy to produce H2, O2, N2, CO and steam pores during welding. The solubility of H2, O2, and CO in liquid nickel is greatly reduced. Due to the poor fluidity of nickel and the small temperature difference between solid and liquid phases, before the weld metal solidifies, the gas is too late to escape and form pores. The nickel oxide in the molten pool may react with hydrogen:
NiO+2H Ni+H2O↑
The generated steam is too late to escape before the molten pool solidifies, and pores may also be formed.
 2. During welding, the molten pool cools very quickly at high temperatures, and the solubility of hydrogen in it decreases as the temperature rises. Therefore, the hydrogen in the welding pool will be desolventized and precipitated. If there is too late to escape during the crystallization and cooling process of the molten pool, the precipitated hydrogen will accumulate and cause pores.
2. During welding, the molten pool cools very quickly at high temperatures, and the solubility of hydrogen in it decreases as the temperature rises. Therefore, the hydrogen in the welding pool will be desolventized and precipitated. If there is too late to escape during the crystallization and cooling process of the molten pool, the precipitated hydrogen will accumulate and cause pores.
3. During the welding process, if the angle grinder is used for grinding and the groove cleaning is neglected, serious dense pores will be generated in the weld, especially in the fusion zone. This is because the grinding wheel is molded by mixing wear-resistant materials such as SiO2 and a high-strength binder (resin). These binders are organic chemicals. When grinding the workpiece, the organic binder of the grinding wheel is partially melted and attached to the metal surface, and even a chemical reaction occurs to generate gas compounds and free C, H, O, etc., during welding. Under the action of arc heat, the organic binder produces some harmful substances, such as H2 and CO2, which cause serious pollution of the weld and cause defects such as internal pores.
4. Impurities such as O, S, Pb, P, Bi and some elements in the alloy can form a low melting eutectic with Ni, which is concentrated in the grain boundary, and is prone to cracks under the action of welding stress.
Wrong edges or poor assembly can also cause greater welding stress and lead to cracks.
5. During multi-layer multi-layer welding, the oxide film between layers, such as NiO, has a melting point of 2030°C, which is higher than the base metal. If it is not removed, it will easily lead to incomplete penetration.
6. nickel-chromium-iron alloy Incoloy 825 alloy steel has worse thermal conductivity and melted fluidity than carbon steel. Under the same specification, its penetration depth is about 50% of carbon steel, and it is easy to produce unfusion during welding. If the welding current is increased, overheating is likely to occur, causing crystal grains to grow, and reducing joint performance.
Pre-welding preparation of nickel-chromium-iron alloy Incoloy 825
-
Technical clarification, craft discipline education:Before welding, the welding engineer explained the basic knowledge of Incoloy 825 and its weldability to the welders involved in welding, and explained the importance of following the welding process to successful welding.
-
Welding procedure qualification:Perform test tube preparation, welding, inspection and testing according to the requirements of ASME Volume IX, and then prepare a welding procedure qualification report.
-
Welder qualification examination:Choose excellent welders with high technical level and strong sense of responsibility to participate in the qualification examination. The examination is carried out strictly according to the parameters determined by the welding procedure qualification. Welders must pass the examination and master the technical requirements of Incoloy 825 welding.
-
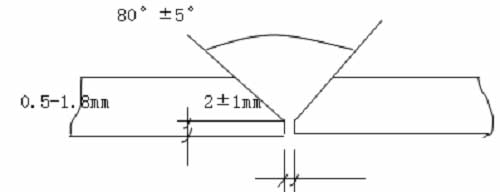
Groove processing and pipe and welding wire cleaning:Use a lathe to process the groove as much as possible, and then use a stainless steel wire brush to clean the surface of the joint and the nearby 50mm, especially the joint end. For those that cannot be processed by the lathe, an angle grinder can be used to polish the bevel, and care should be taken not to overheat the tube during polishing. According to the characteristics of low permeability of nickel-based alloy steel, choose joints with large bevel angle and small blunt edge, and the processed bevel type is as shown in the figure below:
Before welding, the butt joint pipe and welding wire of the workpiece are first polished with fine sandpaper, then carefully scrubbed with acetone or alcohol, and finally cleaned with a clean cloth. The cleaned welding wire must not be contaminated during use, otherwise it needs to be cleaned again. The auxiliary equipment used for welding should also be cleaned, so that it is free of grease, moisture and other harmful welding debris.
Welding process of nickel-chromium-iron alloy Incoloy 825
1. General requirements:The pipe assembly should be flush with the inner wall, and the amount of misalignment should not exceed 0.6mm; in order to avoid stress concentration, symmetrical spot welding should be used during assembly; the fixed openings should be reduced as much as possible and strong assembly should be avoided; windproof and rainproof should be adopted when welding Measures: Welding is not allowed when the atmospheric humidity is greater than 90%; during the welding process, if the pipe needs to be re-ground, care should be taken not to overheat the pipe, and the welded seam after re-grinding should be metal in time. Clean up the organic glue on the surface; it is strictly forbidden to mark the pipe with a marker or paint.
2. Welding method:Use the GTAW method to weld nickel-chromium-iron alloy Incoloy825. When applying the bottom welding, you must master the wire feeding skills to avoid concave or unfused.
3. Welding materials:Use welding materials that match the base material to prevent welding hot cracks. The welding wire ERNICrMo-3 used for welding of this material is a special welding wire for Incoloy 825 welding, and its chemical composition is as follows:
Chemical composition |
Ni |
Cr |
Mo |
NbTa |
Fe |
AL |
Ti |
Si |
Co |
Cu |
Mn |
C |
P |
S |
% |
64.46 |
21.86 |
8.94 |
3.51 |
0.58 |
0.24 |
0.23 |
0.08 |
0.05 |
0.02 |
0.01 |
0.01 |
0.003 |
0.001 |
 In order to avoid the adverse effect of gas on welding, high-purity argon should be used, and the purity of argon should not be less than 99.99%
In order to avoid the adverse effect of gas on welding, high-purity argon should be used, and the purity of argon should not be less than 99.99%
4. Key points of welding process
-
Carefully clean the nozzle and welding wire as required.
-
The pipe is strictly separated from the carbon steel, and rotating flat welding is used as much as possible.
-
High-frequency arc starting and current attenuation device of the welding machine should be intact to facilitate the arc welding. When starting the arc, it is forbidden to directly contact the base metal with the tungsten electrode. Use a short arc welding as much as possible.
-
When welding, the welder should wear clean seaman’s gloves.
-
In order to maintain a stable arc and sufficient penetration, the tungsten electrode should be ground into a pointed shape, the diameter of the tip is about 0.4mm, and the angle is 30°-60°.
-
Air flow from the welding gun is a stable laminar flow. During the welding process, check the condition of the gas belt at any time to prevent it from affecting the welding quality.
-
When the arc is started, the welding torch is supplied with air 30-60s in advance. When the arc is extinguished, the current attenuation device and the delay gas protection device are used, and the delay time is 30-60s. The arc crater should be filled and air pollution should be avoided.
-
During welding, the heating end of the welding wire must always be under argon protection. The welding wire must not be exposed to the air immediately after the arc is extinguished. It must be taken out when the welding seam is out of protection. If the welding wire is contaminated, oxidized and discolored, cut off the contaminated part. Use it later.
-
Use low current and low speed welding as much as possible to control heat input to prevent overheating.
Incoloy 825 Welding parameters:
| Layers of welding bead | Welding method | Fill material |
current |
voltage | Argon flow
(L/min) |
Welding speed(cm/min) | |||
| Grade | D | polarity | ampere | Protective gas | back of the gas | ||||
| 1 | GTAW | ERNiCrMo-3 | Φ2.4 | SP | 90-110 | 10-16 | 7-11 | 8-12 | 4-6 |
| 2 | GTAW | ERNiCrMo-3 | Φ2.4 | SP | 90-110 | 10-16 | 7-11 | 8-12 | 4-6 |
When welding, use the lower limit of heat input as much as possible, strictly control the temperature between layers, and after the first pass of welding, cool down and then weld the second pass to minimize the welding stress.