Special process plan for stainless steel fastener bolt connection stability.(HY-industry technical centre)
 Summary
Summary
When fastener connections face many factors that lead to safety and reliability, bolted joint design can be a challenging task. Without proper attention to every part of the connection, not understanding these factors can be catastrophic. This article describes a method to minimize fluctuations in friction coefficient when using stainless steel and nickel- and cobalt-based fasteners.
Introduction
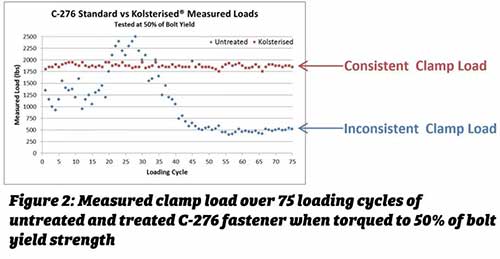
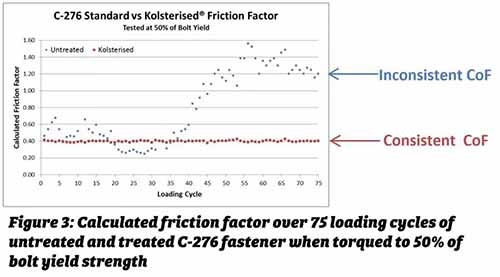
Bolted connections are the main method of tightening a car and are a common cause of warranty failure. A typical vehicle will use about 4,000 bolts. How likely are some of these bolts to become loose? As we all know, in the fastener industry, about 90% of the installation torque is lost due to friction between the fastener head and the thread. Because this percentage is so high, minimizing any changes in fastener performance can have a significant impact on the consistency of the clamping load produced at the connection. The dimensionless number representing friction is often referred to as the coefficient of friction (CoF), which ranges from 0.04 to 1.10. The relationship between CoF and clamping load is explained by the following formula:
T = k * d * F
T = input torque, k = torque factor (CoF), d = nominal diameter F = clamping force
For CoF, taking 0.38 to 0.42 as an example, the clamping force at the connection can differ by up to 10%. In an ideal installation, a complex device can be used to measure the clamping force on each fastener-this can be expensive and time is limited. In addition, these given CoF values are initial values and do not consider surface degradation caused by adhesive wear (commonly known as wear). The self-generated oxide surface film of stainless steel is used for corrosion protection.
During the fastening of the fastener, as the pressure between the contact thread and the sliding thread surface increases, the oxide protective layer is destroyed until it is completely removed, and may be sheared or locked together at a high point of the metal. This cumulative blocking shear lock effect increases adhesion. In extreme cases, wear can cause seizures—actually tight bonding between threads.
Several methods are currently used to reduce CoF, with the risk of fastener wear, but they do have some disadvantages.
One method is to minimize the assembly speed to reduce the local heat generated by friction, but this method is not completely effective and is not necessarily suitable for use in places with frequent disassembly.
The use of coatings, lubricants or waxes can be very effective, but it can be a potential source of contamination. Lubricants may escape from the joints and the coating may delaminate from the substrate.
This is a huge risk in food, beverage and pharmaceutical processing and in the application of packaging machinery. When electrolyte is present, the use of different materials (such as A2-C2, A4-C4, or A2-A4 bolt-nut combinations) risks galvanic corrosion.
In many cases, fasteners are reused for cost savings. In some cases, the use of more special materials such that reuse can be a huge cost advantage, but where these fasteners are connected is so critical that replacing fasteners is part of a mandatory preventive maintenance program .
In response to the above-mentioned common problems, the special stainless steel process (S 3P) named Kolsterising is introduced below, which has been proven to eliminate the above-mentioned problems related to CoF.


Special stainless steel treatment (S3P) based on Kolsterising technology provides a unique surface hardening solution for austenitic stainless steel, nickel-based and cobalt-chromium casting alloys, improving its mechanical properties without affecting the material’s corrosion resistance With abrasion resistance.
After the Kolsterising (S3P) process, the dimensions of the parts will not change. The temperature used in this process is only used to accelerate the diffusion process, but is low enough to not cause any risk of phase change or carbide precipitation, thereby negatively affecting the corrosion resistance of the substrate.
After S3P treatment, austenitic stainless steel parts have improved their mechanical properties, and a hardened surface has been formed in the austenitic stainless steel. In all S3P treatments, the corrosion resistance of the substrate does not change, but its abrasion resistance, strength, ductility and anti-wear properties have been significantly improved.
As with the surface diffusion treatment, the surface does not crack or break, which is clearly superior to coating technology in this regard. S3P A and Kolsterising are cutting-edge processing methods for austenitic stainless steel, duplex stainless steel and nickel-based materials. S3P A is used to process martensite and precipitation hardening stainless steel materials.
Advantages include:
-
Increase the surface hardness to 900 to 1300 HV0.05 (the specific hardness depends on the substrate and surface conditions)
-
Materials and components are carefully selected and carefully designed, with corrosion resistance
-
After processing, it can be the original color of the component, and the dimensional stability of the component is good.
-
No need for any post-processing
-
No stratification risk
-
The paramagnetic properties of austenitic materials will not change after processing
-
No fretting wear or abrasion
-
It can resist the environment with high-strength wear on the surface such as gliding, and resists abrasion and cavitation.
Applications and materials
-
From precision medical tools to automotive parts, S3P processing can be used for a variety of products.
-
S3P processing can reduce the production downtime of other production equipment parts on food production lines and save costs to meet the requirements of anti-scratch and wear resistance of industrial liquid processing pumps, pumps and accessories
-
It is necessary to maintain its corrosion resistance, abrasion resistance, wear resistance, and easy disassembly of fasteners used in automotive parts and components that require corrosion resistance, wear resistance and longer service life to achieve energy saving purposes.
-
Requires to improve abrasion resistance, fatigue resistance and keep the corners hard and sharp.
-
Abrasion-resistant and scratch-resistant parts and fasteners that can protect the corrosion resistance of marine products
-
Many of today’s stainless steel consumer products that require tough surfaces, scratch resistance and wear resistance
All stainless steel and nickel-based, cobalt-chromium alloys can use a variety of S3P processing methods.
The following typical material applications:
Austenitic stainless steel
AISI 304, 304L, 316, 316L, 904L
Martensitic stainless steel
AISI 430, 440
Duplex stainless steel
UNS S32205, S32750
Precipitation hardened stainless steel
PH 17-4, PH 13-8 Mo
F
Hastelloy and Inconel
Cobalt chromium alloy
BioDur CCM Plus alloy
Stellite 6
Process details
S3P treatment is a treatment process in which a large amount of carbon and / or nitrogen is diffused to the surface at a low temperature without the precipitation of a compound that generates chromium. In processing engineering, there are no other chemical elements not added to the material before processing. Since S3P treatment does not add a coating or a brittle phase to the material, no delamination occurs.
Finally, unlike the common practice described above, there are no foreign additives on the surface of the fastener, so there is no risk of contamination in sensitive environments such as semiconductors and medical.
The following are recent tests performed with commercially available F593G hex bolts and similar hex nuts and their impact on CoF.
Bolt connection test results
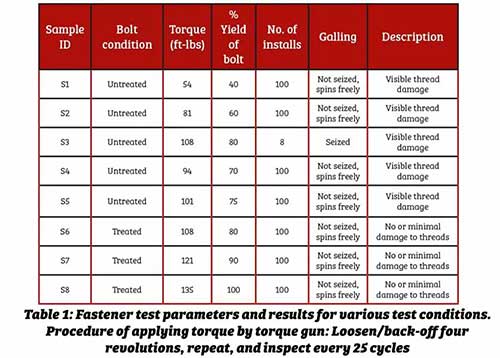
The parameters of various test conditions and results are shown in Table 1. Based on the untreated test conditions S1-S5, the point at which the minimum installation can be performed is determined before the surface deterioration becomes significantly changed so that the connection wears and becomes fully jammed. This occurs at 108 ft.lbs (12.2N.M) (80% of yield strength).
However, even at 54 ft.lbs (6.1 Nm) (50% of yield strength), visible thread damage was observed, which represents the industry recommended installation torque of half an inch-13 stainless steel fasteners in dry conditions . For reference, the recommended installation torque values for carbon steel and alloy steel fasteners can approach 75% -80% of yield strength. For treated fasteners, S6-S8, set a torque of 108 ft.lbs (12.2Nm) as the starting point. 100 installations were performed using treated bolts and untreated nuts with no signs of wear or thread damage.
The mounting torque continued to increase and eventually entered the torque yield state (S8), but there was still no sign of thread degradation. It is important to emphasize that only bolts are treated in this test matrix. In the case of assembling fasteners into large mating parts, significant improvements can be achieved simply by handling the fasteners. Another method is to use nuts with bolts of the same diameter and thread pitch of different lengths.
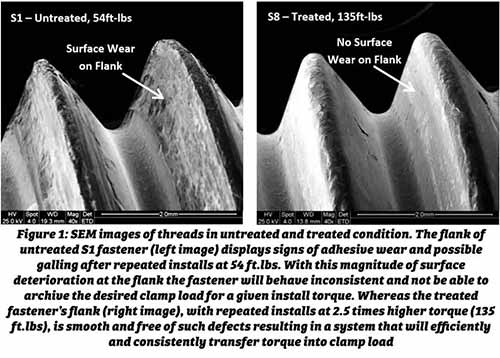
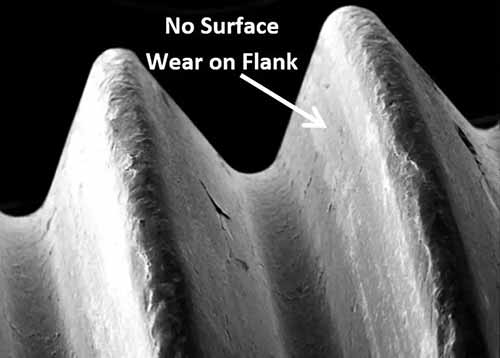
An enlarged comparison of the conditions of S1 and S8 can be seen in Figure 1, which shows possible surface degradation in subsequent installations. When installing in dry conditions using industry-recommended torque values, the negative effects of threaded surfaces can be clearly seen. Treated fasteners prevent this, not only at the recommended torque values, but also when twisted to yield conditions.